Helhetslösningar för aluminiumgjutningsteknik
“Gjutkvalitet börjar med smältkvalitet.”
Defekterna du gett upp hoppet om kan åtgärdas. Klinik för åtgärder mot aluminiumgjutdefekter och förbättring av smältkvalitet med Termisk Analys
Analys och Diagnos av Smältkvalitet

Termisk Analys överträffar gränserna för Flödessimulering. Vilken är den avgörande orsaken som simuleringar missar?
Att åtgärda gjutfel i aluminiumprodukter orsakade av gjuttackor (ingots) eller smälta är KANAE:s främsta expertområde. Oxider i smältan kan vara "goda" eller "onda". Vår teknik för termisk analys har till och med bevisat existensen av "defekter orsakade av en för ren smälta", ett fenomen som tidigare varit i stort sett okänt.
En riktig produktionsmiljö är inte ett sterilt tillstånd som i ett kontrollerat laboratorium. Därför erbjuder vi teknik anpassad för "Verkligheten på golvet", där föroreningar och variationer förekommer, snarare än teorier för ideala miljöer. Verkligheten i fabriken rymmer sanningar som är mer komplexa än teorin.
[Defekter som kan klarläggas med Termisk Analys]
Hårda punkter (Hard Spots), Inneslutningar
Sugningar (Shrinkage), Mikroporositeter, Kombinerad porositet
Kallflytning (Misrun), Kallsvetsar (Oxidfilm / Cold shuts)
Hörnsugningar och sprickor, Läckage (Leak)
Försämrade mekaniska egenskaper (Brottgräns, Sträckgräns, Förlängning, Hårdhet)
Misslyckad T6-värmebehandling (Härdningseffekt uppnås ej)
Utöver dessa många orsaker till defekter ingår numera även korrelationen med Vätgas (Hydrogen Gas) i vår analys.
Materialanalys & Stöd för Processoptimering

Varför försvinner inte gjutdefekter trots flödessimulering? Därför att en avgörande faktor inte tas med i beräkningen.
Analytisk kompetens som förstår gjuttackor från hela världen Vi har analyserat aluminiumlegeringar (ingots) från Japan, Kina, Mellanöstern, Europa och resten av världen. Varje land – och varje tillverkare – har sina egna "egenheter". I fabriker där hanteringen av oxider eller kisel är slapp, kan materialegenskaperna förändras drastiskt bara genom att säsongen eller Produktionslot ändras.
"Bra produkter" kan tillverkas även med "Billiga material" Genom termisk analys av tackan avslöjas exakt vilken smältbehandling som krävs för att producera godkända gjutgods. Även om ni använder billiga tackor eller 100 % återgångsmaterial (returgods) för att sänka inköpskostnaderna, möjliggör termisk analys det bästa valet och korrekt behandling.
Utbildning för att förankra tekniken i organisationen På begäran utför vi platsundersökningar och föreläser om optimal smältbehandling och åtgärder baserat på analysresultaten. Regelbunden uppföljningsutbildning finns också tillgänglig för att säkerställa att tekniken får fäste på verkstadsgolvet.
Beställ först en analys av era gjuttackor. Om möjligt, skicka även med återgångsmaterial och det flussmedel ni använder för närvarande. Detta gör att vi kan skapa en mer exakt diagnosrapport baserad på de verkliga förhållandena i er produktion.
System för Termisk Analys

Den professionella utrustning vi använder för teknisk rådgivning är nu tillgänglig för ert företag. Den största fördelen med detta system är "Visualiseringen" (Kvantifieringen) av aluminiumsmältans kvalitet.
Istället för att lita på intuition eller erfarenhet fastställer avdelningen för produktionsteknik en "Godkänd nivå (Score)", som produktionen sedan följer. Detta gör att teknik- och gjutavdelningen kan kommunicera med samma "Data (Siffror)", vilket leder direkt till stabiliserad kvalitet och Minskad kassation (Scrap Rate Reduction).
Precisions-Provkopp för Termisk Analys

Noggrann mätning börjar med en exakt beräknad "Provkopp (Sampling Cup)". KANAE:s koppar är optimerade gällande "sandkornsstorlek, vikt och värmeavledningsstruktur" specifikt för termisk analys av aluminium, och har ett inbyggt Termoelement (Thermocouple) av hög precision.
Denna nivå av mätnoggrannhet, som uppnås genom dedikerad design, kan inte kopieras av koppar avsedda för Gjutjärn (Cast Iron) eller billiga imitationer.
Ultrasnabb Vakuumtestare

Egentligen syftar vakuumutrustning till att "stänga in" gasen i provet för utvärdering. Konventionella enheter skapar dock vakuum för långsamt, vilket låter gasen undkomma från ytan innan metallen stelnar. Det är precis som att mäta kolsyran i en "Avslagen Cola (Flat Coke)".
I fabriken sänker man ofta hastigheten ytterligare av rädsla för att "bubblorna ska stänka", men det är kontraproduktivt. Att metallen stänker är ett bevis på att det finns för mycket gas kvar. Om ni sänker hastigheten för att släppa ut gasen kan analysen visa "godkänt", men det verkliga gjutgodset kommer ändå att ha gasdefekter. Detta är en farlig motsägelse.
Tack vare KANAE:s teknik för "Snabbt Vakuum (Rapid Vacuum)", som inte ger gasen tid att undkomma, kan ni utvärdera den "Sanna gashalten (True Gas Content)" utan förvrängning.
Testare för Flytbarhet (Raka rör)

Tack vare glasröret blir metallflödet "Synligt". Mätningen går smidigt.
Denna enhet används för att utvärdera Flytbarheten (Fluidity) hos aluminiumsmältan och hur den påverkas av olika gjutförhållanden (som temperatur), oxider eller Tillsatsämnen (Additives). Det främsta kännetecknet är användningen av Pyrex™ (Värmebeständigt glasrör) i mätdelen.
Till skillnad från det traditionella "Spiralprovet (Spiral Test)", där det är svårt att jämföra med standardprover, gör denna enhet observation av provet och längdmätning extremt enkelt. Det minskar arbetsbördan vid testning och möjliggör en mer exakt jämförande utvärdering.
Flussmatare / Flux Feeder

Att utföra manuell flussbehandling korrekt och konsekvent är inte lätt. Det krävs att man rör om hela smältan från ugnens botten i 10 minuter utan avbrott. Denna process leder ofta till kvalitetsvariationer beroende på operatör och är ett Tungt arbete (Hard Labor), särskilt på sommaren, med risk för skador.
Genom att införa denna Flux Feeder kan även nyanställda eller personal med mindre fysisk styrka uppnå en processkvalitet i nivå med en veteran. Vi har löst problemen med konventionella matare såsom "Igensättning (Clogging)" eller "Ojämn dosering". KANAE:s matare, som är "Verkligt användbar i produktion", minskar arbetsbelastningen, hjälper till att förhindra Personalomsättning, snabbar upp inlärningen för nyanställda och realiserar Standardisering av arbetet.
Flussmedel / Flux (Flux)
Miljön för aluminiumgjutning genomgår drastiska förändringar. Faktorer som sänkt hålltemperatur för Energibesparing, trenden mot Gigacasting, och variationer i egenskaperna hos gjuttackor beroende på ursprung, ändrar spelreglerna.
Sänkt hålltemperatur (Energibesparing / Koldioxidneutralitet)
Ökad formtemperatur och ändrade kylcykler
Komplex design och framväxten av Gigacasting
Kvalitetsvariationer i tackor beroende på produktionsland, tillverkare eller lot
Traditionella metoder räcker inte längre för att hantera dessa förändringar. KANAE har designat om sina flussmedel från grunden. Genom rigorös Termisk Analys och upprepade Fältprov (Field Trials) levererar vi flussmedel optimerade för den "Moderna Gjuteri-miljön".
Kornförfinare & Modifierare

Högklassiga Kornförfinare och Modifierare med minimerade föroreningar.
Vi tillhandahåller Kornförfinare (Grain Refiners / Ti-B) och olika Modifierare (B/Sr/Be etc.) för aluminiumgjutning. KANAE väljer strikt ut endast högkvalitativa produkter med minimala föroreningar, som bevisligen är effektiva mot Sugningar (Shrinkage) och Läckage (Leak).
Genom att eliminera risken för defekter orsakade av själva tillsatserna (Master Alloys), realiserar vi en Styrning av mikrostrukturen exakt enligt önskemål. Detta är tillsatser av Professionell klass för gjuterier som seriöst vill minska sina gjutdefekter.
Casting Clinic! ~ Ask Kanae ~
Characters
Nagisa (Second-year member of the foundry department) - Bright and positive. Never gets discouraged by failures and tackles improvements head-on. Curious and quick to jump on new technologies. Talks a bit fast and wears her emotions on her sleeve. A STEM girl who loves numerical analysis. A note-taking fanatic who's detail-oriented. The protagonist who deepens her understanding through hands-on experience while being amazed by the insights LEIBNIZ reveals.
Yamasaki (President of Yamasaki Light Alloy Casting) - Late 50s. President of the company. Strict about numbers and quality, but a person of great depth who celebrates his employees' growth more than anyone. Tough in meetings, gentle on the shop floor. Enjoys driving and gardening as hobbies. Exceptionally strong in data management. The key person behind LEIBNIZ's adoption. The discerning leader who guides critical business decisions throughout the story.
Minato (Casting Department Manager) - Head of the foundry department. Over 20 years of field experience. Practical and straightforward with a hands-on approach. Values experience over theory but understands the importance of rational thinking. Strict yet caring toward younger staff. Enjoys fishing and golf as hobbies. Though initially conservative about KANAE's technology, he comes to appreciate Nagisa's growth and LEIBNIZ's thermal analysis, eventually becoming more proficient with it than Nagisa herself.

Kanae (Chief Engineer at KANAE Hi-Tec) - Technical support engineer at KANAE Hi-Tec. Explains things carefully and logically. An enthusiast who deeply loves thermal analysis with a true otaku spirit. Passionate about statistical mathematics and Python. Serves as both product guide and friendly face. Provides technical reassurance as the explainer throughout the story.
Episode 1 Challenges for Nagisa and Minato

Nagisa: "Another shrinkage cavity... The client pointed out hard spots, so we added more flux and worked hard on the treatment, but why aren't they decreasing...?"
Minato: "Still glued to that little book of yours, Nagisa? In the real world, experience is king. I understand the urge to innovate, but if the defect rate goes up, it's on your head. You get that, right?"
Nagisa: "Chief! The melt temperature and casting conditions are unchanged. Even with that massive increase in flux, the problem persists. It’s strange... We must be overlooking something."
Minato: "Chasing that ‘overlooked something' is a never-ending game. That's just how aluminum works. Always has been."

Minato: "Anyway, I'll fine-tune the next batch with my 'gut-puter.' You sit this one out, Nagisa."
Episode 2 Presidens Yamasaki and XX Industrial’s Sales Rep

Yamasaki: "I ordered a fix for the casting defects, but the rate is up again. It’s eating into our profits, plus we have to cover machining costs and broken tooling. With this many returns, we can't re-melt it all, and scrap value is peanuts. I've told Minato until I'm blue in the face that lot variation is fatal. It stops the client's line and destroys trust. They haven't exploded at us yet, but it's a ticking time bomb..."

Yamasaki: "We need to break through the limits of experience-based quality control."
Alright, decided. We're going to try the technical advisory service that Ohtani from XX Industrial Supply & Solutions introduced. His confident pitch really stuck with me: 'The fees might seem high at first, but with fewer defects, it pays for itself in no time. Plus, it builds your staff's wisdom, so it pays dividends in the long run.'

Ohtani: "Hello, XX Industrial, Ohtani speaking. Good afternoon, President! What can I do for you today? Oh, by the way, did you try that flux sample I left? Worked like a charm, didn't it?"
Yamasaki: "Ah, hello, Shohei. Actually... Minato insists on playing it safe with the usual stuff, so we haven't tried it yet. More importantly, remember that technical support service you introduced? I’d like to request that. We tried increasing the flux, but it’s just not working."
Episode 3 KANAE

"Mr. Ohtani informed me that you're looking to incorporate new insights and technologies into your aluminum casting. Today, I’ll start by explaining melt quality control using Thermal Analyzer, followed by an on-site trial. I understand you also want to test flux and feeder, depending on the results. This is a paid service, so I will conduct a thorough investigation. However, real mastery takes time—so to truly internalize the know-how, I highly recommend considering our annual technical support contract."

Kanae: "Oh, I haven't introduced myself properly! I'm Kanae from KANAE Hi-Tec. It's a pleasure to meet you all!"
Minato: "Right, Ms. Kanae. Yeah, yeah, nice to meet you." (Just another run-of-the-mill consultant. What kind of nonsense did she fill the President's head with? I bet I'm in for a lecture on useless academic theory. I don't buy this for a second! I told the boss I would handle this...!)
Nagisa: "Wait, Kanae... from KANAE Hi-Tec!?" (Yay! I just love learning new things! This is so exciting!)
Kanae: "Yup, that's me! Let's do this!"

Kanae: "Alright, let's go over melt quality control using Thermal Analyzer. You're familiar with the Aluminum-Silicon phase diagram, right?”

Kanae: "See this white line on the left? That's the standard Al-Si phase diagram you know. This is theoretical data based on pure materials, tested in a clean lab with controlled temperature and humidity. However, real production ingots contain impurities—even within JIS or ASTM specs—which shifts the curve to the red line.
In other words, it’s not solidifying at the temperature you assume. And you know exactly what kind of defects arise from delayed solidification. After all, we don't cast in a lab; we cast in the real world. Don't you think so, Mr. Minato?"
"The red phase diagram on the left connects to the cooling curve on the right via these blue dotted lines. Basically, the cooling curve shows the real temperature changes from the phase diagram, plotted over time on the X-axis. The Y-axis is temperature, just like in the diagram. You can clearly see the primary crystals and eutectic of AC4CH appearing on the curve.
T-h-i-s is the 'unfolded view' that reveals exactly what the aluminum and silicon are doing—something you won't find in any textbook. By the way, we aren't just doodling curves for fun. We're performing precise measurements and calculations. Take a look at the next figure."
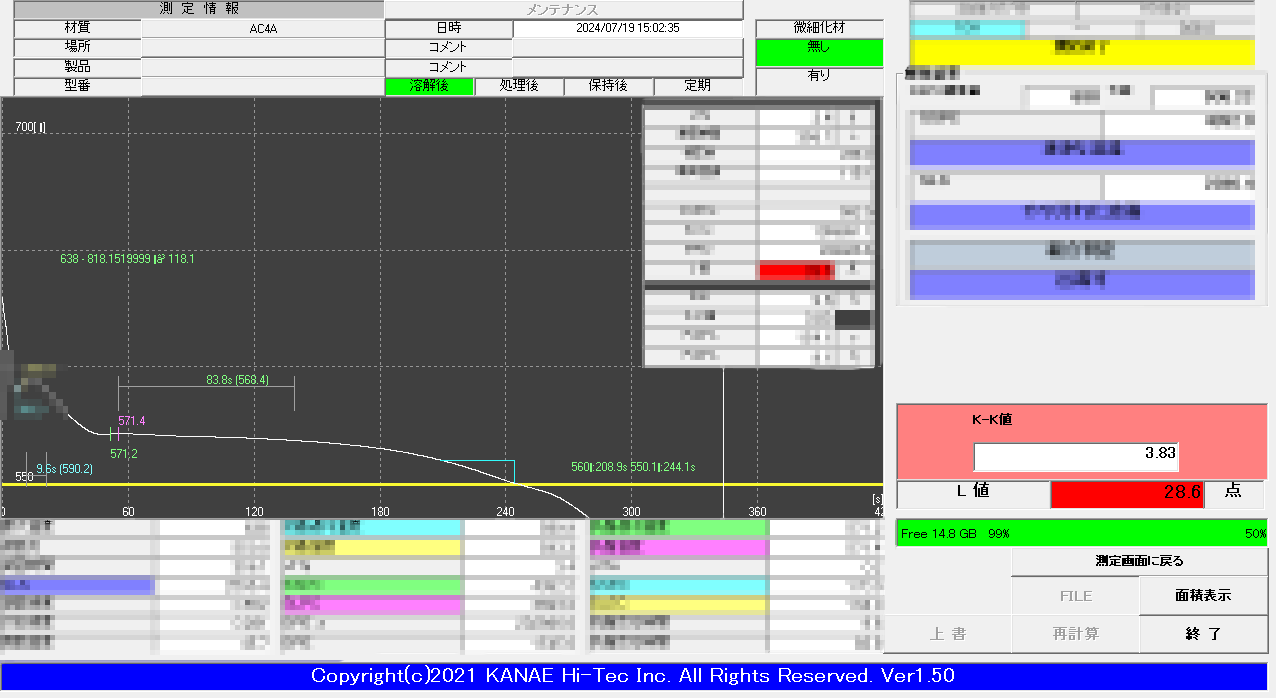
Kanae: "This screen shows an actual analysis. I've blurred out the specific metrics and calculations here for confidentiality, but for example, we are analyzing oxides and nucleation potential. The levels of these elements have a huge impact on casting defects."
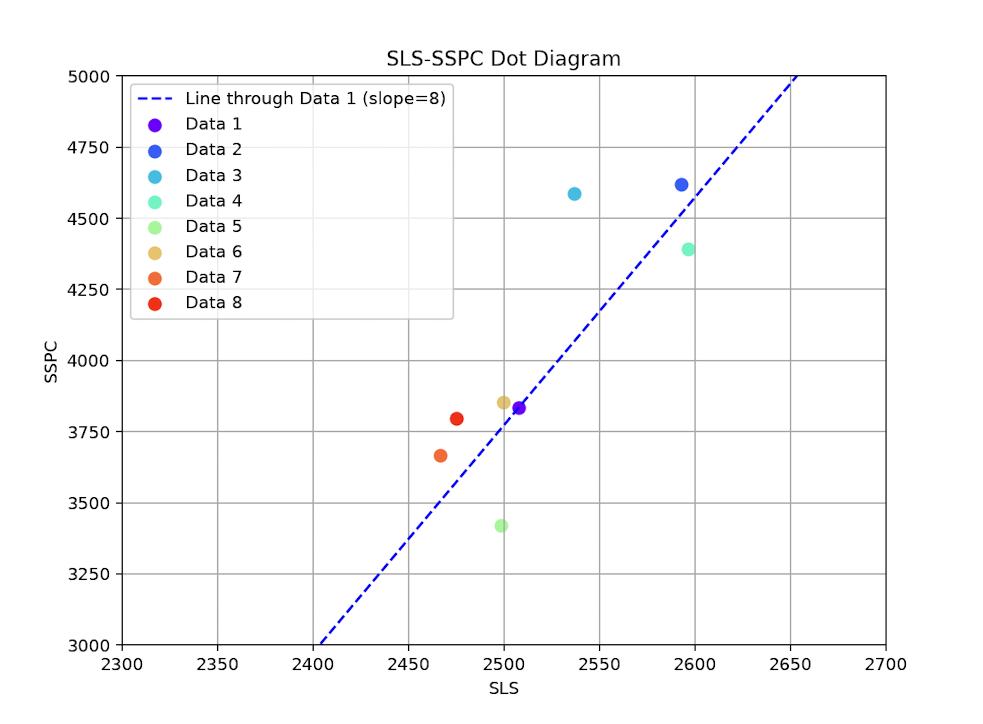
Kanae: "This is a free Python script we've released. Simply input the coordinates (x=SLS, y=SSPC) for each analysis, and it generates a Dot Diagram like this. I’ll cover how to evaluate the results in a future Episode, but basically, by tracking the movement of these dots, you can see whether the melt quality is improving or degrading. This allows for scientific selection of ingots and flux, as well as optimization of flux quantities and processing methods. Even if you're sourcing lower-cost materials, this tool helps you identify which options are least likely to cause defects."
"SLS and SSPC are proprietary metrics. SLS relates to 'Local Solidification Time,' while SSPC relates to 'Supercooling.' If the theory sounds complex, don't worry. Just use the free Python program to input the numbers, and it will plot this graph for you. It runs on smartphones and tablets, so feel free to customize and use it however you like!"
"Every melt can be mapped into these zones. The ideal target zone depends on your alloy composition, gating design, equipment, and casting parameters.
So... where does your melt fall?"
Kanae: "Shall we head to the shop floor?"
Yamasaki: "Ms. Kanae, thank you for the fascinating insights. Please proceed with the plan. I'll leave the rest in the Chief and Nagisa's hands."
Episode 4 On-site demonstration
Minato: "So, what exactly are you gonna do?"
Nagisa: "Chief, never mind that. Just move the skimming tool, please."

Nagisa: "So, this is the 'Leibniz' Thermal Analyzer!!"
Minato: "I moved the tools."
Nagisa: "Good job, Chief! You're very handy today."
Kanae: "Anyway... I'll just plug into this 100V outlet. I'm connecting the thermocouple cable to the built-in temp controller... and placing the sampling cup on the stand."
Kanae: "This melt was treated with your standard amount of flux, correct? Alright, pouring the melt into the cup now..."

Kanae: "The trick to high accuracy is to pour in one smooth motion—don't hesitate—and let it overflow. Then, cover it with a pail to shield it from the wind and ambient temperature. This ensures consistent results, whether it's summer or winter."
5 minutes later

Nagisa: "So, what's the verdict?"
Kanae: "Just as I suspected, the melt is dirty. I could tell just by how the melt reacted when I moved the ladle through the crucible, but the oxide levels are high. There are actually two types of oxides, but I'll explain that another time. The cause is either insufficient flux, or the flux itself isn't working. Shall we try adding more flux, treating it, and measuring again? If the results get worse after that, it means this flux is ineffective."
Re-analysis after re-treatment

5 minutes later
Kanae: "I hope you don't take this the wrong way, but your flux might be ineffective—or simply the wrong type. It relates to those 'two oxide types' I mentioned. If the flux were working, it would remove the harmful oxides, so this number would be lower. Meanwhile, it would enhance the nucleation sites, making that one higher. If you had zero defects, it wouldn't matter. But since you do, they won't go away unless we fix this. Looking at these numbers... aren't you seeing gas defects and misruns? It also suggests internal residual stress, so... deformation after machining?"
Minato: "You can figure that out from just this?"
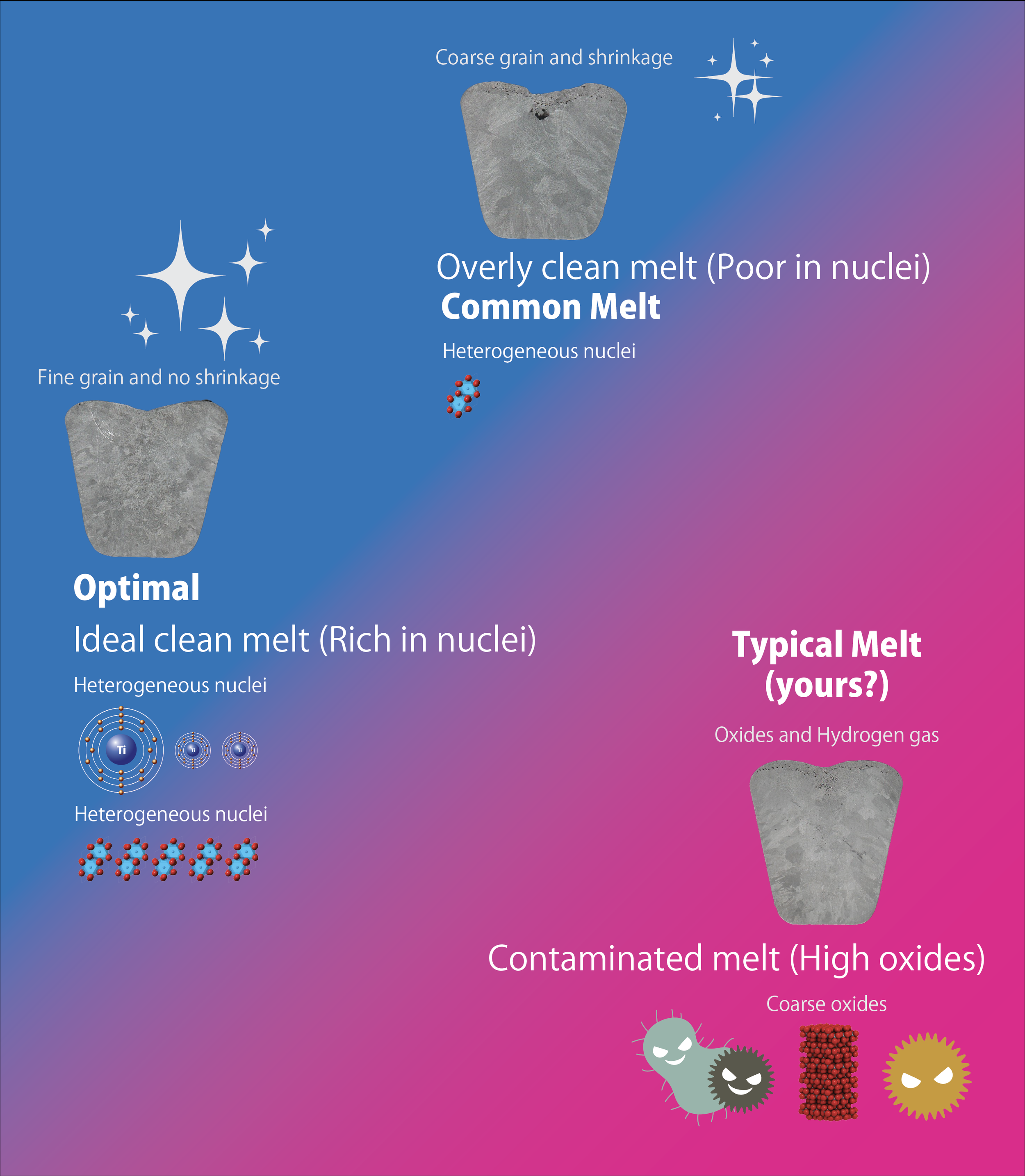
Kanae: "Yes. Plotting the values on the SLS-SSPC matrix reveals it all."
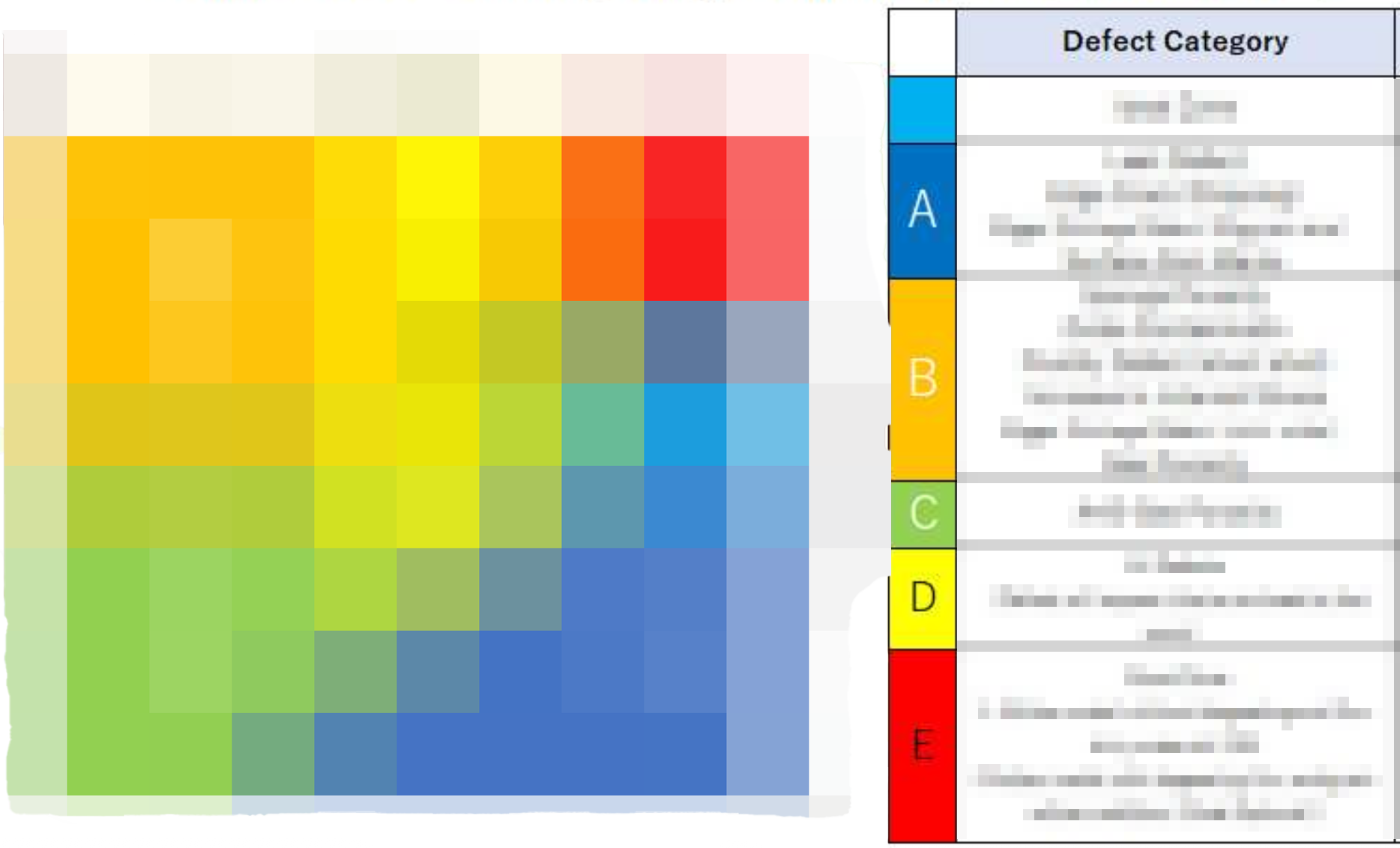
SLS-SSPC Matrix
カナエ:「先ほど会議室で見ていただいた、これです.それから...」

Kanae: "It's common knowledge that sodium-based fluxes shorten the lifespan of crucibles and furnaces. I'll spare you the technical details for now, but they actually leave traces in the melt, too. We’re seeing a characteristic curve here that indicates exactly that. This means the Silicon is being affected... which implies your tensile strength is likely being compromised."
Episode 5 Solutions

Kanae: "I actually brought our own flux and flux feeder today. Ours is highly effective, with none of those harmful side effects. So, let's treat the melt with this and analyze it again in the same way."
To be continued…
Coming Up Next
Flux Selection and Optimal Addition Rates
The Difference Between "Settling" and "Holding"
Ingot Selection Strategy
Understanding the K-Mold Fracture Test
Effective Use of Ti-B Grain Refiners
Rotary Degassing Equipment
Degassing Units with Integrated Flux Feeders
Reduced Pressure Test (RPT) Equipment
Fluidity Testing Equipment
SEM Analysis and Mechanical Property Testing
Producing High-Quality Castings Using 100% Returns via Thermal Analysis
Broschyrer

English

<New!> 2024.11 Revised

<New!> 2025.7

<New!> 2024.11 Revised

<New!> 2024.11 Revised

<New~!> 2024.11 Revised