『Campbellの鋳造10則』を読んでみた その2
John Campbell(キャンベル)教授の著書レビューの続きです.
Campbell氏は英国の鋳造研究者で、その著書『Castings Practice: The 10 Rules of Castings』は、北米やインドを中心に鋳造技術者や現場エンジニアの間で広く読まれていて、鋳造技術の「バイブル」と呼ばれることもあるそうです.今回、初版を入手して読んでみました、の第二回です
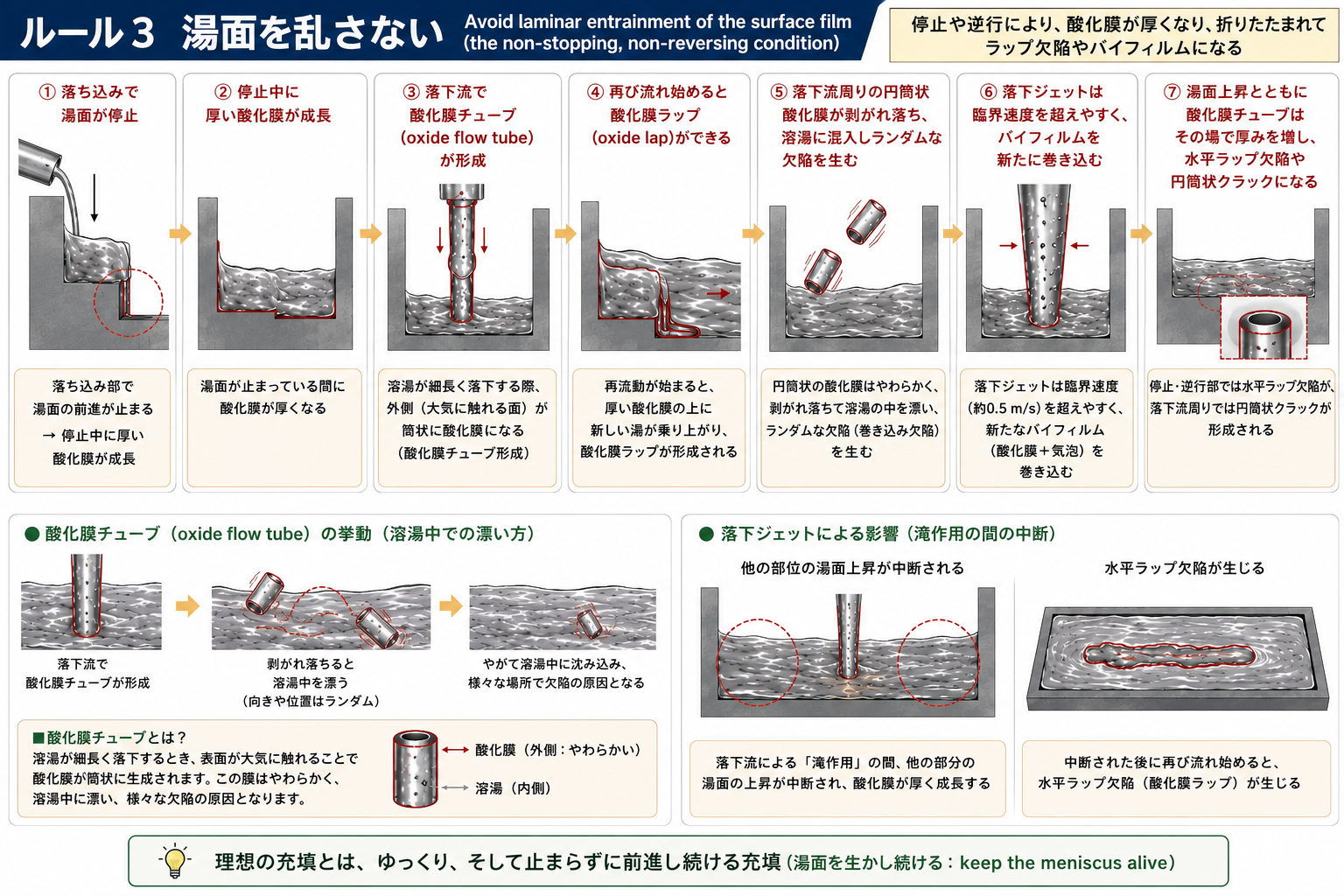
ルール3 湯面を乱さない Avoid laminar entrainment of the surface film (the non-stopping, non-reversing condition)
鋳型充填中に、湯先(メニスカス)が一度も停止せず、一度も後退せず、常に連続的に前進・拡大し続けるように充填しなければならない.
層流で注湯できても、酸化膜の巻き込みは起こる
鋳型内を前進している湯先は丸い形をしています.停止したり後退すると一瞬平らになり、表面積が減少するため余った酸化膜が折れ込み二層酸化膜になってしまうそうです.徐々に膨らむ風船(progressively inflating balloon)のように鋳型内の湯先のすべての場所が常に前進し、常に新しい表面を作り、一度も止まらないことが大事ということ、とのことです
「注湯中に止めない」は当たり前すぎる気もしますが、鋳型内でそうなってるかがポイントです.
湯先が停止すると
・停止中に厚い酸化膜が形成される
・後で圧力が上がり再流動が始まると、この厚い膜の上に新しい湯が乗り上げ、新鮮な酸化膜で覆う
・結果、非対称な二重酸化膜が形成される(片方は厚く静止していた古い膜、もう片方は乗り上げてきた薄い新しい膜)
・これは縦方向の管状クラックや、鋳物全周にわたる水平方向の大きなラップ欠陥になり得る
前線が逆行すると
・湯先が、逆行に転じる直前に一瞬「平坦化」します
・平坦になった形状は表面積がわずかに小さくなるため、余った表面がランダムに折り畳まれて巻き込まれる
・これが微小だが厄介な表面クラックを形成する
垂直進行に停止すると
鋳物断面積が急激に拡大する箇所では、前線の進行がほぼ停止してしまいます.これにより、その原因箇所とは離れた、一見無関係な場所にラップ欠陥が現れることがあります.この「酸化物ラップ」は、外見が似ている「コールドラップ」(凝固欠陥)とは別物です
鋳型内に滝落としがあると
鋳型底面に下向きの段差があると溶湯はそこに落ち込みます.その間、湯面は進むことができず停止します.その結果
・停止した場所では厚い酸化膜が成長する
・落下流では酸化膜チューブ(oxide flow tube)が形成される
・再び流れ始めると酸化膜ラップ(oxide lap)ができる
・落下流周りの円筒状酸化管が、時折剥がれ落ちて溶湯に混入し、ランダムな欠陥を引き起こす
・落下ジェットは臨界速度を超えやすく、バイフィルムを新たに巻き込む
・湯面上昇とともに管はその場で厚みを増し、垂直軸周りの円筒状クラックとなる
・滝作用の間、鋳型内の他部分の湯面上昇が中断され、水平方向の大きなラップ欠陥を生む
水平面も要注意
広い水平面では、湯面は均一に前進できません.
川が蛇行するように一部だけが先に流れ、流れない部分では酸化膜が厚くなります.その後、後続の溶湯がそれを飲み込むことで、酸化膜チューブやbifilmが形成されます.そのためCampbellは、広い水平面は避けるか、鋳型を傾けて充填することが望ましいと書いてます.そういえば、近いことが九州の鋳造所でありました.当社からのアドバイスは、方案が変えられないなら少し傾けて充填できないかと技術責任者が指摘したものでした.図面から木型を起こす際にこの点を知っていればこの手の不具合を回避できそうです
逆行(hesitation and backtracking)
湯先が一時停止すると、多くの場合わずかな逆行を伴います.
・オーバーフロー開始時
メニスカスの曲率のため、あふれ出る瞬間の湯面はオーバーフロー高さよりわずかに高い(Al合金で約12.5mm、セシルドロップの高さ相当)ため、オーバーフローが始まると表面張力に支えられなくなり湯面が約6mm下がる → 遠方のメニスカスが平坦化する
わかりにくいですね.
液体は表面張力のおかげで少し盛り上がれます.つまり「⌒」こういう形になります.この盛り上がりがセシルドロップ高さ約12.5mmです.ところが溢れ始めると支えがなくなり「◡」こうなり液面が下がります.すると遠くの液面もつられて少し後ろへ引っ張られます.だから逆行してしまうということのようです
・前進中の慣性効果
運動量の変動により軽微な重力波が生じ、湯面がゆっくりと上下にスロッシング(sloshing)、サージング(surging)する
例えばバケツの水、歩いていると水が「~~~」と揺れます.これがスロッシングです.溶湯も同じで、少し流量が変わると「~~~」ができ、湯先を戻したり押したりします.
こういった湯面、湯先の乱れ(停止、逆行、揺れ)が原因で酸化膜が厚くなり、次に進む溶湯で折りたたむので二層酸化膜が完成すると言いたいようです.停止によって酸化膜が厚く成長し、次に来た溶湯で押されて欠陥の原因になることが問題なんですね
Rule 2では「速すぎる流れは危険」という話でした.
Rule 3では、それに加えて「止まる流れも危険」であることが示されています.
理想の充填とは、
ゆっくり、そして止まらずに前進し続ける充填、
湯面を生かし続ける(keep the meniscus alive)
AI生成のイメージです
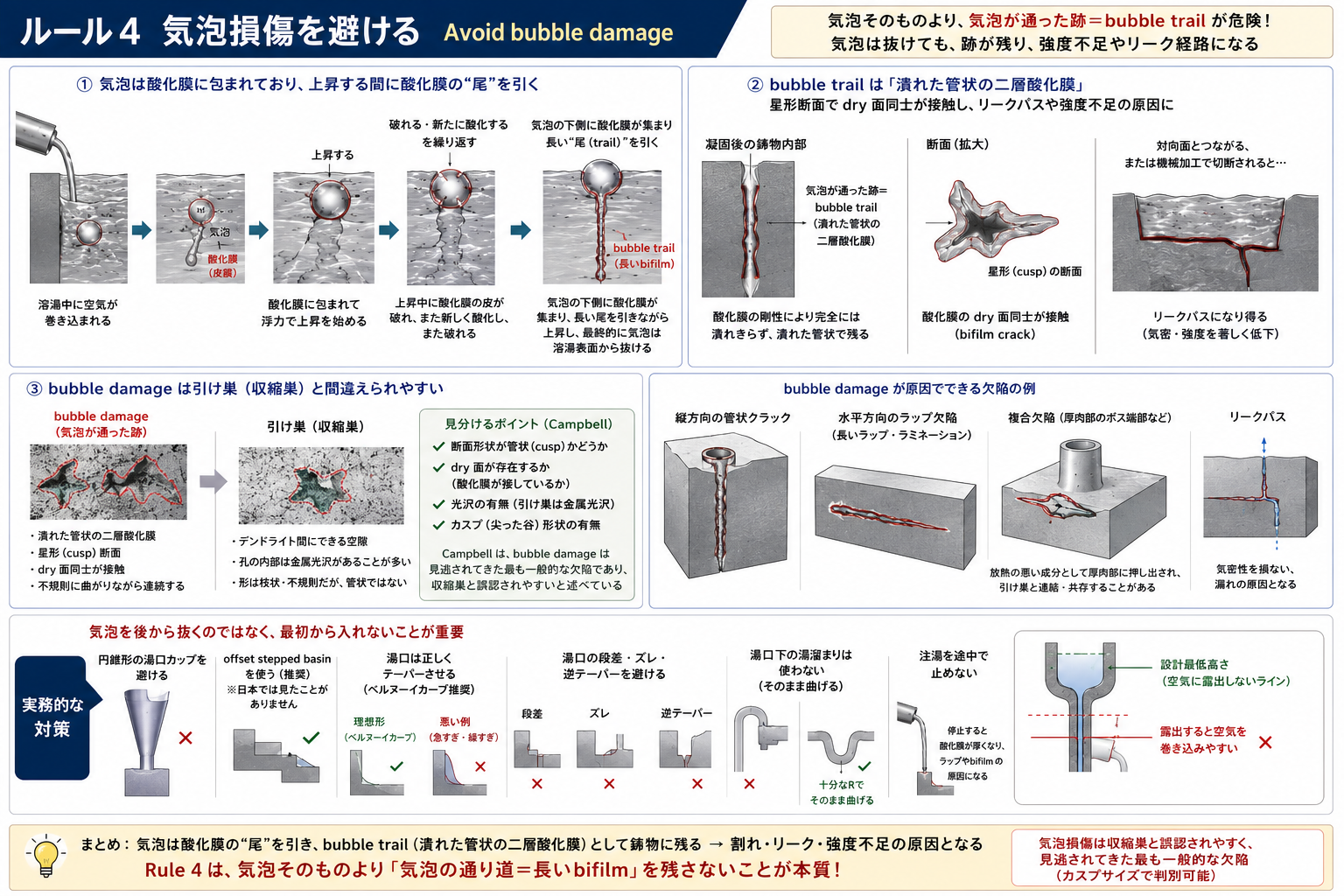
ルール4 気泡損傷を避ける Avoid bubble damage
気泡は、ただの丸いガス孔では終わらない.溶湯中を上昇するときに酸化膜の“尾”を引き、その尾が長いbifilmとして鋳物中に残る.これが bubble damage.
つまり、気泡そのものより、気泡が通った跡=bubble trail が危険という考え方です.
前回ブログでお伝えした低鋳炉で起きる発泡も、大気(空気)で押してますので、気泡損傷を受けてますね.
これは知りませんでした
1. 気泡は酸化膜に包まれている
アルミ溶湯中に空気が巻き込まれると、その気泡表面にもすぐ酸化膜ができます.気泡は浮力で上に上がろうとしますが、酸化膜の皮に包まれているため、単純な裸の泡ではありません.気泡が上昇するとき、この酸化膜の皮が破れ、また新しく酸化し、また破れます.その結果、気泡の下側に酸化膜が集まり、長い尾(trail)を引きます.これが bubble trail(長いbifilm)です
2. bubble trailは、断面で見ると「潰れた管」のような星形をしており、中心部分は酸化被膜の剛性のため完全には潰れきっていません.これは鋳物の対向する表面をつないでしまえば、あるいは機械加工で切断されれば、リークパスになり得ます.酸化膜が dry面同士で接触しているので、Campbellのいう典型的な bifilm crack になります.
つまり、気泡は抜けても気泡の通り道は残る.そこが割れ(強度不足)・リーク経路になる
3. bubble damage は引け巣と間違えられやすい
Campbellは、bubble damageはしばしば収縮巣・引け巣と誤認されると言っています.理由は、形が不規則で、デンドライト間引けのように見えるからです.Campbellは、慎重に見ると両者は区別できると述べています
Dry面同士で接触した潰れた管状をしているそうですので、水素が析出したり溶湯が届きにくく(充填されない)ようになるのかもしれません.
とはいえ筒状に見える(ガスではない)、引け巣が繋がったように見えるボス端部の欠陥は見たことがあります.Buble Damage(潰れた管状の二層酸化膜)が放熱が悪い成分として厚肉部に押し出された結果の複合欠陥として観察されたものかもしれません.bubble trailがどの程度充填を妨げるのかについては、Campbellの説明だけでは十分に証明されているとは言い切れないかなと思います.bubble trailが原因でできる鋳造欠陥については、覚えておいて損はないかもしれません.今後はこの点も現場でよく観察することにします
Rule 4の実務的な結論は明確です.
気泡を後から抜くのではなく、最初から入れない.対策としては以下の通り、だそうです
・円錐形の湯口カップを避ける
・offset stepped basin を使う(日本では見たことありません)
・湯口は正しくテーパーさせる(ベルヌーイカーブ推奨)
・湯口の段差・ズレ・逆テーパーを避ける
・湯口下の 湯溜まり は使わない
・注湯を途中で止めない
・湯口カップの液面を設計最低高さ以下に落とさない
(詳細は書籍に当たってください)
空気の気泡が通った跡には酸化膜の傷跡が残る.そして気泡は抜ければ終わりではない.だから、気泡を鋳型内に入れてはいけない.ということですね
Rule 4は、Rule 2(乱流巻き込み)・Rule 3(表面膜の巻き込み)で生じた気泡が、単体で消えるのではなく「トレイル」という恒久的な線状欠陥を残すという点に焦点を当てています.
そして実務上最も重要なメッセージは:
気泡損傷は収縮巣と誤認されやすく見逃されてきた最も一般的な欠陥(カスプサイズで判別可能だそう.Cusp sizeとは尖った谷に見える部分).湯口下の湯溜まりは設けるべきではなく、十分なRでそのまま曲げるべし.注湯口は十分深く保ち、レベルを絶対に最低ラインより下げない.最低ラインというのは、湯口が空気に露出しないラインのようです.
AIイメージです
インゴット分析承ります
インゴットの仕入れ先を変更する、とにかく安く買えるインゴットを買う.こんな動きが増えてきてます.購買部門が主導して何社かサンプルを預かることもあるでしょう
もし値段が同じなら、どれが良いかわからないですよね
安くてもそのインゴットで不良が増えるのでは節約にもなりません
今買っているインゴットがベストなのか
当社ではどれを選ぶのが良いかを判断するための分析を承っています.発生する不良の傾向もわかります.リターン材(比率を指定してください)とフラックスもお預かりできると、フラックスの最適添加量も調べられます.フラックスメーカーの指定する添加量が最適とは限りません(ほとんどの場合ずれてます)
どこをカットして分析するかが結果に影響します.非公開のノウハウに基づいた現場再現性のあるレポートが好評です

分析室での熔解前の写真
SLS-SSPC Matrix

精密熱分析用シェルカップ
『Campbellの鋳造10則』を読んでみた その1
Campbell理論の考察と当社の技術アプローチ
John Campbell(キャンベル)教授は英国の鋳造研究者で、その著書『Castings Practice: The 10 Rules of Castings』は北米やインドを中心に鋳造技術者や現場エンジニアの間で広く読まれて、鋳造技術の「バイブル」と呼ばれることもあるそうです.日本ではあまり聞きませんが、国内の鋳造技術系の論文を調べていると同氏の著書が参照されているので知っている方は少なくなさそうです
今回、初版を入手して読んでみました
本書で紹介されている「10のルール」は、Campbell教授の考える「欠陥のない高品質な鋳物を製造するための基本原則」です.当社がこれまで現場でお客様にお伝えしてきた技術アドバイスと、多くの点で一致していることが印象的でした.
そこで、Campbell教授の「10のルール」を少しつずつご紹介しながら、当社の技術的な考え方やソリューションと照らし合わせ、現場目線で解説していきます.
キャンベル先生の経歴
Wikipedia
┗ https://en.wikipedia.org/wiki/John_Campbell_(casting_scientist)
John Campbell(ジョン・キャンベル)教授は、英国を代表する鋳造工学・鋳造冶金学の研究者であり、現在の鋳造業界に影響を与えた人物の一人です.特に酸化膜(Bifilm)理論を提唱したことで世界的に知られています.
生年:1938年
国籍:英国
専門:鋳造工学(Casting Technology)、材料工学、凝固・溶湯品質
最終所属:University of Birmingham
なお、ご存命です
新刊本(27年2月)も予定されてます
Complete Casting Handbook
┗ https://shop.elsevier.com/books/complete-casting-handbook/campbell/978-0-443-33506-8
学歴と学位
イギリスの3つの名門大学で物理学および冶金(材料)工学を修め、博士号を2つ取得するという異例の学識を持っています。 ケンブリッジ大学:修士号(MA) シェフィールド大学:修士号(MMet)バーミンガム大学:博士号(PhDおよびDEng / 工学博士)
産業界での実績
キャンベル教授の最大の強みは、生涯の大半を実際の鋳造工場の現場(ファウンドリ)で過ごしたことにあります.「自分は温かい夕食を食べた回数よりも、鋳物を作った回数のほうが多い」とユーモアを交えて語るほど現場主義です. コスワース・キャスティング・プロセスの開発F1(F-1)レーシングエンジン用のアルミニウム合金製シリンダーヘッドやブロックを製造するための革新的なプロセスを開発しました.電磁ポンプを用いて、重力に逆らって溶湯を型の下方から静かに充填する(向流充填)手法を確立し、欠陥を劇的に減らしました.アブレーション鋳造プロセス(Ablation Casting Process)への貢献近年では、水溶性の結合剤を用いた砂型に注湯した後、水を吹き付けて型を消失させながら急冷する革新的なプロセスの立ち上げに10年以上携わっています。 .
アカデミアでの経歴
バーミンガム大学 鋳造技術講座 教授(1998年〜)1998年に同大学の鋳造技術の初代教授に就任し、15年以上にわたり教鞭を執りながら、溶湯のハンドリングや欠陥生成メカニズムの研究を主導しました.現在は名誉教授(Professor Emeritus)となっています.
Campbell教授の特徴
Campbell教授の最大の特徴は、経験則や机上の学問ではなく現場で現象を説明しようとしたことです.
欠陥や機械的特性を溶湯の自由表面・酸化膜・流動・凝固という観点から体系化しました。そのため、彼の著書は単なる鋳造マニュアルではなく、鋳造現象を理解するための理論書として世界中で引用されています.
Cosworth Casting Process
Campbell教授は、Cosworth Casting Process の考案者としても知られています.この方法は自動車用シリンダーヘッド、エンジンブロックの高品質鋳造法として世界中に普及しました.
ルール1 溶湯の品質管理(Achieve good quality melt)
(当社の得意分野です)
Campbell教授が最初に挙げるのが、「鋳型へ注ぐ前の溶湯品質」です.
教授は、「鋳型へ注ぐ前の溶湯品質が悪ければ、その後どれほど優れた鋳型や湯道を設計しても、欠陥のない鋳物を作ることはできない」と繰り返し述べています.これは、当社がお客様へ何度もお伝えしている考え方そのものです.
溶湯品質を低下させる最大の原因は、
・酸化物(特に二層酸化膜:bifilm)
・水素などの溶存ガス
溶湯中に形成された酸化皮膜が折り畳まれることで生じる 二層酸化膜(bifilm) は、鋳物中ではクラックやリーク、疲労破壊の起点となります.そのため、注湯前にこれらを極力除去する、あるいは最初から発生させないプロセスづくりが重要になります.
Campbell教授は Good Quality Melt(良い溶湯)を次のように定義しています.
> (i) Substantially free from suspensions of non-metallic inclusions in general, and bifilms in particular.
> (ii) Relative freedom from bifilm-opening agents.
意訳すると、
・酸化膜やその他の非金属介在物がほとんど存在しないこと
・存在しているbifilmを開いて欠陥化させる要因(bifilm-opening agents)が少ないこと
ここでいう bifilm-opening agents には、水素ガスだけでなく、一部の合金元素や不純物も含まれるとのこと.
さらに教授は、
> It should be noted that such melts are not to be assumed, and, without proper treatment, are probably rare.
「適切な溶湯処理を行わない限り、このような良質な溶湯はほとんど存在しない」
(当社がフラックス処理や脱ガス処理を重要視している理由も、まさにここにあります)
Campbell教授が考えるポロシティ発生メカニズム
Campbell教授は、水素が多いからポロシティになるという一般的な考え方ではなく、
・bifilmが存在し
・そこへ水素が析出して
・bifilmが開口し
・ポロシティになる
というメカニズムを提唱しています.つまり、水素単独では必ずしもポロシティは形成されず、析出核となるbifilmの存在が重要である、という考え方です
興味深いことに、本書には次のような記述があります.
過飽和状態で溶存しているだけの水素は、それ自体は必ずしも有害ではない可能性がある.逆に、水素量が多くてもポロシティがほとんど発生しないのであれば、析出核となるbifilmがほとんど存在しない、非常に清浄な溶湯である可能性がある(本当でしょうか?💦)
当社の熱分析で(指数として)酸化膜や酸化物の混入量がわかりますので、Campbell理論を定量化して鋳造技術として導入するのに最適です

AIによるイメージです
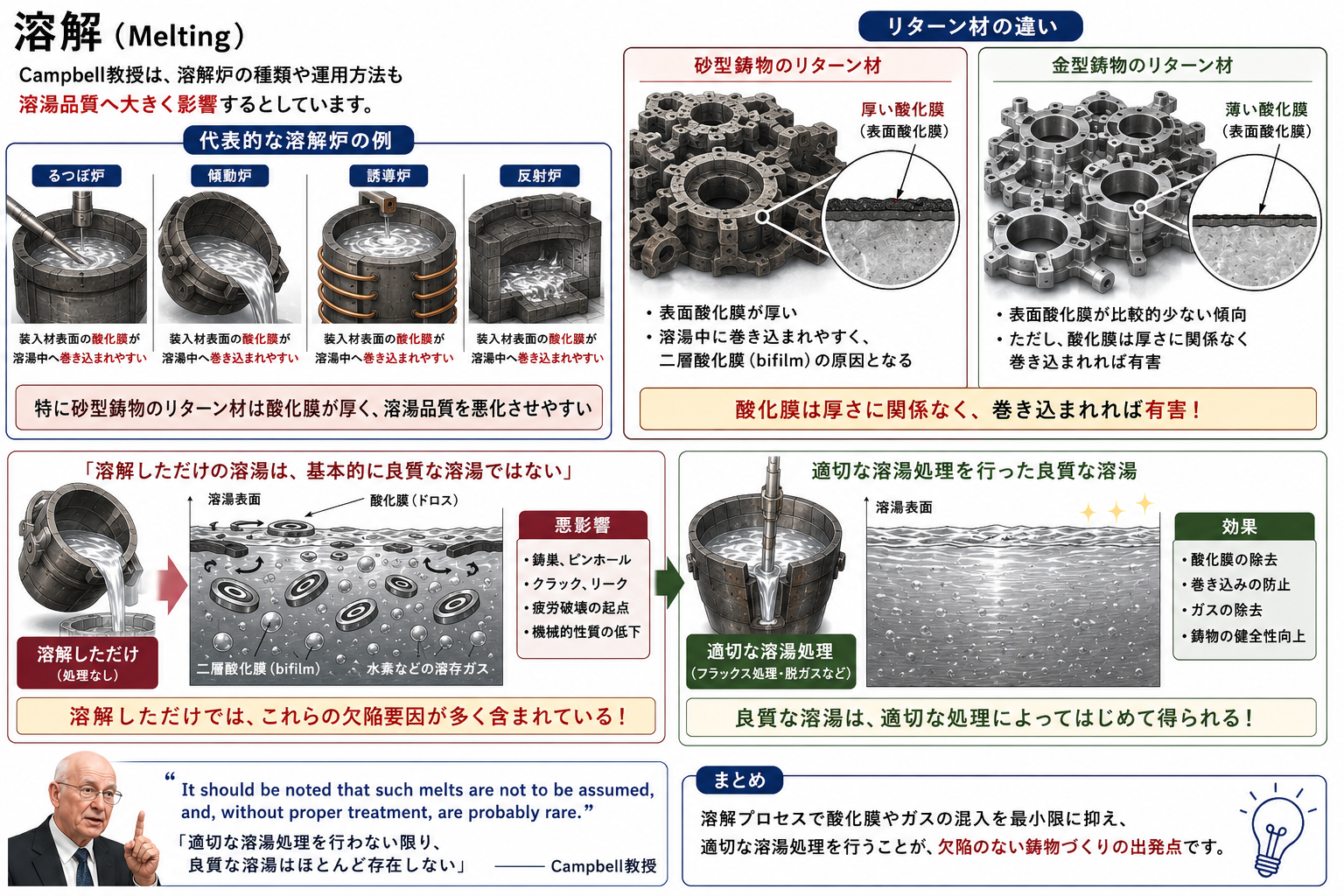
溶解(Melting)
Campbell教授は、溶解炉の種類や運用方法も溶湯品質へ大きく影響するとしています.通常のるつぼ炉、傾動炉、誘導炉、反射炉では、装入材表面の酸化膜が溶湯中へ巻き込まれやすくなります.特に砂型鋳物のリターン材は酸化膜が厚く、溶湯品質を悪化させやすいと指摘しています.
一方で金型鋳型のリターン材は比較的酸化膜(表面酸化膜)が少ない傾向がありますが、酸化膜は厚さに関係なく巻き込まれれば有害であることに変わりありません.
「溶解しただけの溶湯は、基本的に良質な溶湯ではない」
繰り返しになりますが、これですね
It should be noted that such melts are not to be assumed, and, without proper treatment, are probably rare.
「適切な溶湯処理を行わない限り、良質な溶湯はほとんど存在しない」
AIによるイメージです!
保持(Holding)
保持炉も溶湯品質へ大きく影響します.Campbell教授は Cosworth Process を好例として紹介しています.保持炉内で酸化物を浮上・沈降させ、中間深さ付近の比較的清浄な溶湯だけを**電磁ポンプ**で取り出し、そのまま鋳型へ送ることで自由落下注湯を避けています.
コスワース鋳造プロセスの開発(マツダ)
┗ https://jglobal.jst.go.jp/detail?JGLOBAL_ID=200902283467866153
滝落としと低鋳炉の発泡
低鋳保持炉の話になりますが、
一般的な低圧鋳造用保持炉では、取鍋でフラックス処理や脱ガス処理や沈静をしてから保持炉に投入する際に約1m程度の高さから溶湯が落下させることが多く、新たな酸化膜の巻き込み、炉底に沈積していた酸化物の再攪拌が発生しやすいと指摘しています.(実際に低鋳工場で熱分析すると、取鍋よりも保持炉が汚れていました)
なお、次の点はキャンベル教授は指摘していないと思いますが、低鋳保持炉にはこんな欠点があります.
その熱分析した関東の低鋳工場では、一般的な低鋳保持炉で大気(空気)で加圧して鋳造するために、耐火材を保持炉の炉底から発泡現象が起きていました.炉内を加圧するとその気体は溶湯表面を押し下げるだけでなく、耐火材の微細な気孔に侵入し滞留します.
加圧→耐火材にも入る→大気開放→出口に近い分だけ抜ける、奥に入り込んだ空気は抵抗(流路抵抗)が大きく滞留→再加圧→さらに奥に入り込む→炉壁や炉底の溶湯側に圧縮空気が抜ける→溶湯中の酸化物や水素が増える、ということが起きてます
空気の泡のうち酸素はアルミと反応して酸化膜になり、水素は溶湯中に分散します.気泡は窒素です.
滝落としは、集中溶解炉から取鍋に移す工場でもよく目にしますし、取鍋からダイカストの保持炉に移す工場でもよく目にします.
保持炉や汲み出し口で処理をするからいいんだ、と思われるかも知れませんが、滝落としを解消できれば処理時間やフラックス量も減らすことができるはずですし、当然不良も減ります
アクセル技研(炉内発泡を解消する低鋳用保持炉)
┗ https://axellgiken.com/

AIによるイメージです!!
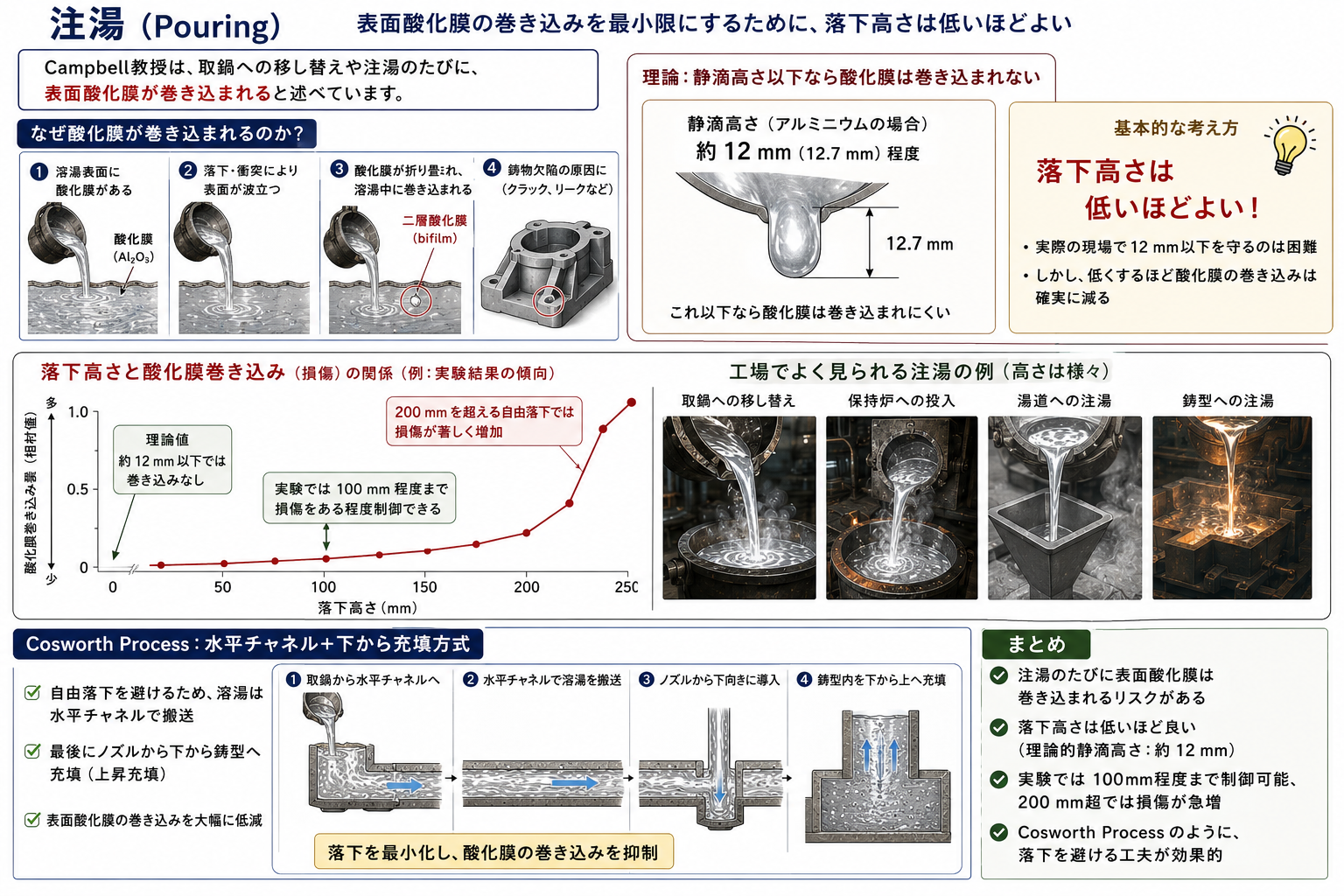
注湯(Pouring)
鋳造工場では、取鍋への移し替えや注湯を行います.Campbell教授は、そのたびに表面酸化膜が巻き込まれると述べています.
理論的には、落下高さが静滴高さ以下であれば酸化膜は巻き込まれません.アルミニウムではその高さは約12 mm程度(12.7mmですね).もちろん実際の現場で12 mm以下を守ることは困難ですが、基本的な考え方は「落下高さは低いほどよい」ということです.
実験では100 mm程度まで損傷をある程度制御できた例も紹介されていますが、200 mmを超える自由落下では損傷が著しく増加するとしています.Cosworth Processでは、この問題を避けるため、溶湯を水平チャネルで搬送し、最後に下から鋳型へ充填する方式を採用しています.
イメージです
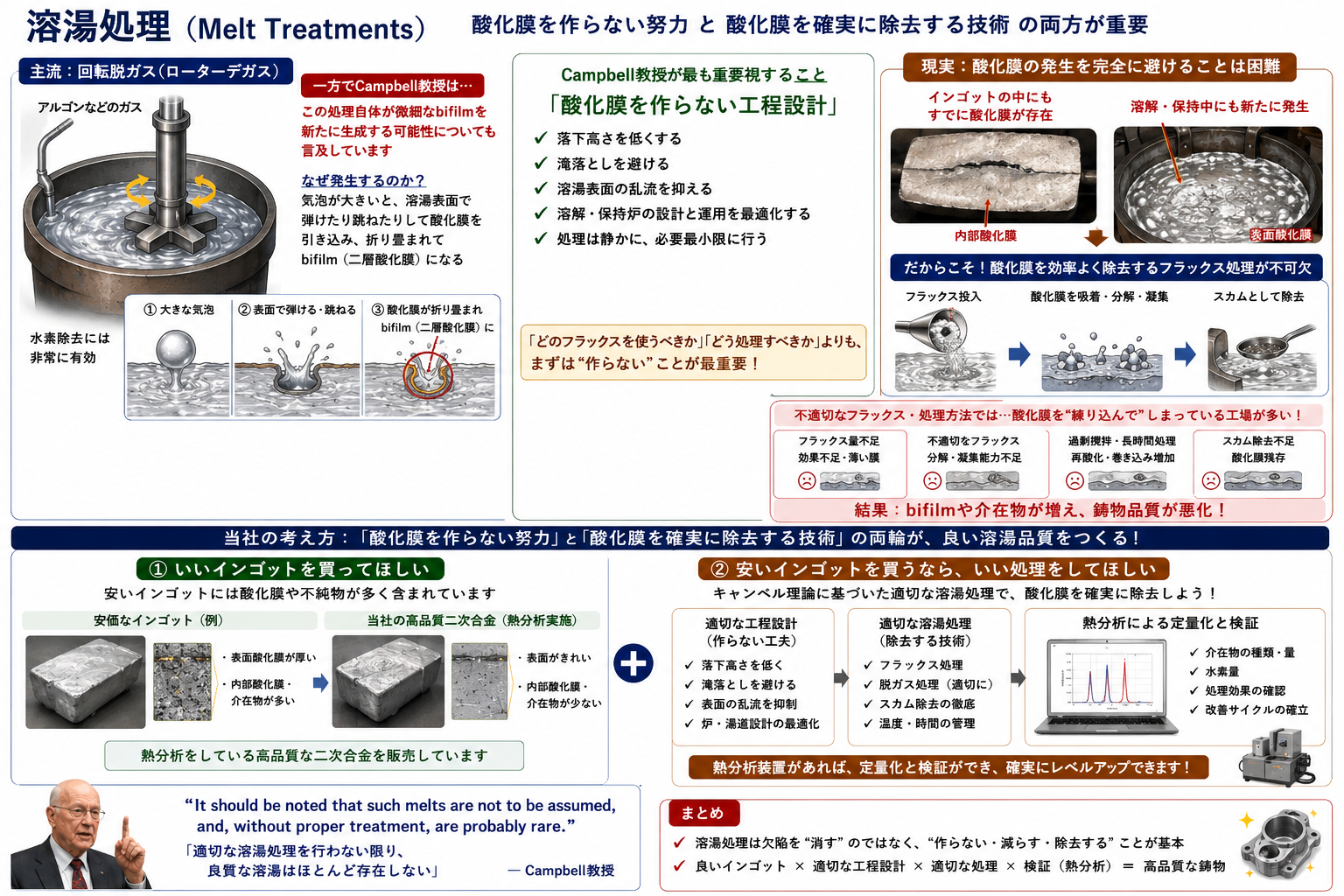
溶湯処理(Melt Treatments)
現在主流となっている回転脱ガスは、水素除去には非常に有効と言ってます.一方でCampbell教授は、この処理自体が微細なbifilmを新たに生成する可能性についても言及しています.おそらくですが、気泡が大きいと溶湯表面で弾けたり跳ねたりしてできる酸化膜のことです.これを回避する方法は、当社のサポートを受けた工場さまはご存知ですよね.
Campbell教授は「どのフラックスを使うべきか」「どう処理をするべきか」という点についてはほとんど述べていないようです。それよりも、「酸化膜を作らない工程設計」を最も重要視しています。一方、現実の鋳造工場では酸化膜の発生を完全に避けることは難しく、インゴットの中にすでに酸化膜がいます.この酸化膜を効率よく除去するためのフラックス処理が不可欠です。当社では、「酸化膜を作らない努力」と「酸化膜を確実に除去する技術」の両方が重要と考えています。
当社としては、この点を追加して指摘したいと思います
・インゴットの中にすでに酸化膜やフラックスの残渣がある.
・不適切なフラックス、処理方法によって多くの工場でわざわざ酸化膜を練り込んでいる
だから
・安いインゴットより、いいインゴットを買ってほしい
→熱分析をしている高品質な二次合金を販売しています
・安いインゴットを買うなら、いい処理をしてほしい
→キャンベル理論を導入したいとお考えの方は、熱分析装置があれば定量化と検証ができます
AIイメージです
ルール2 表面乱流による巻き込みを避ける(Avoid turbulent entrainment)
Campbell教授は、鋳造欠陥の大部分は、表面乱流による酸化膜や気泡の巻き込みが原因である、と述べています.その判断基準として示されるのが、
臨界速度(Critical Surface Velocity) 約0.5 m/s です.
・0.5 m/s以下では比較的安全
・超えたからといって必ず欠陥になるわけではない
・しかし超えるほど巻き込みリスクは急激に増加する
という考え方です.
酸化膜チューブ
フィルターや湯口から溶湯が細いジェットとなって噴き出すと、その周囲に筒状の酸化膜が形成されます.Campbell教授はこれを Oxide Flow Tube(酸化膜チューブ)と呼んでいます.流速が十分低ければ、この酸化膜チューブは短いままフィルター付近に留まります.しかし流速が高くなると、酸化膜チューブが破断し、そのまま鋳型内へ流れ込み、欠陥の原因になるとのこと.
落下禁止条件
重力鋳造では、自由落下はできるだけ避けるべきとされています.
基本原則は、
・落下は湯口内だけに限定する
・湯口底以降は上向きに流す
・ゲートは鋳物最下部に設ける
・鋳型内で滝のように落下させない
というものです.
湯口設計
Campbell教授は、円筒形やストレートテーパー形の湯口は推奨していません(日本ではよくみかけますが、注ぎ方で問題を回避できているんでしょうか)
その理由は、
・流速が不安定になる
・空気を巻き込みやすい
・ドロスや酸化膜を吸い込みやすい
・渦流が発生しやすい
ためです.
理論的には、ベルヌーイの式から導かれる**双曲線形状**が理想とされています.また、湯口底に大きな湯溜まりを設けると酸化物を再攪拌するため、十分な曲率半径でそのまま湯道へ接続することを推奨しています.
湯道設計
良い湯道とは、
・空気を巻き込まない
・酸化膜を巻き込まない
・臨界表面速度以下で鋳型へ流入させる
・毎回同じ充填挙動を再現できる
ものです.
Campbell教授は、「湯道は単に溶湯を運ぶ通路ではなく、**溶湯を傷つけずに鋳型へ送り届ける装置**である」と繰り返し述べています.当社でも、フラックス処理・脱ガス・熱分析だけでなく、湯道〜方案設計まで含めてご提案している理由がここにあります.
次回は、**ルール3・ルール4**についてご紹介します.
Campbell理論を実践するには、熱分析装置が必須です
教授の言う酸化膜などの影響を定量化(数値化)できるおそらく唯一の装置で、さらに教授のあまり指摘していない結晶核量も指標として数値化できます.

Ti入りインゴットを使って安く済ませたい
「Ti入りインゴットを買って、Bだけ添加すればいいのでは?」
という質問を受けたことがあります.コスト削減を追求したいと
確かにTiを0.1〜0.15%程度配合したインゴットも販売されてますし、Bも入手できます.安くしたいということだと思いますが、そうですね.Ti-B添加材はアルミ母合金にTiB₂をあらかじめ配合したもの、ということを思い出してください.
溶湯内で、狙ってTiB₂を生成できるならありです
まずホウ素(β型)は融点が約2076°Cですので(工業品の非結晶ホウ素では融点が異なることがあります)700℃では熔解(融解=melt)はしません.ホウ素はアルミ溶湯中でじわじわと溶解(dissolve)します.ホウ素が全体に均一に混ざるまでに様々な反応が進行してしまい粗大粒子が生まれそうです.その反応で、TiB₂に必ずしもなるとは限らず、不良の原因になる化合物もできそうです(試したわけではありません).
化学的には可能っぽいですが、
B単体添加では、溶解したとしても反応性や分散性の点で実用管理が難しいと思われます.Ti入りインゴットを買ってBを添加してもTiB₂の生成量が安定せず、労力の割に報われない可能性があります.温度と攪拌スピード、時間を特定するところから始めるところからスタートです.熱分析装置があればできるかもしれません.うまく行ったら教えてください.テスト方法は、一旦Ti添加済み溶湯を清浄にしその後のB添加実験で初晶過冷却が浅くなる条件が特定できて再現性が認められれば成功です
手をこまねいて不良を作りつづけることの方がコストだと思います.
【解説】「融解(熔解)」と「溶解」は違う
比重の議論でよく起こる誤解
アルミ鋳造の現場では、インゴットが炉の中で、AlもSiも「とけた」ように見えますしかし、材料工学的には「とける」には二種類あります.この違いを理解すると、とけた SiやBは浮くのか沈むのかが判断できるようになります.また、Ti-B微細化材はなぜ効くのかといった話も整理しやすくなります.
融解(melt)とは
融解とは、固体が液体になることです.例えばアルミインゴットは約660°Cで固体(固相)Alから液体(液相)Alになります.これは融解、英語ではmeltです.
同様に、氷 → 水も融解です
溶解(dissolve)とは
一方で溶解とは、別の液体の中へ原子や分子として取り込まれることです.例えば砂糖水や塩水です.砂糖 C12H22O11(固体)融点がだいたい185°Cですが、水へとけて砂糖水となります.このとき砂糖は液体になったわけではありません.
砂糖分子が水中へ分散しただけです.英語ではdissolveです
※学術的に、Al液相に溶解したホウ素やシリコンの状態を液相固溶(Liquid Solution)とも表現されることもありますが、固溶といえば一般的には固相固溶(Solid Solution)=固溶体をイメージすることが多いので、こちらのブログでは溶解と言います.また固溶といえばAl結晶構造への固溶体=固相固溶を指します.
Siは融解する?溶解する?
少し脱線します.例えばSiの融点は約1414°Cです.しかしインゴットに含まれるSiは680〜700°C程度の設定で ”とかし”ます.この温度ではSiは融解しません.
アルミインゴットに含まれるSiは、"とかす"とアルミ溶湯へ取り込まれます.
・Siは融解/熔解(Melt)していない
・しかし溶解(dissolve)している
んです.
このように、融解と溶解は全く別の現象です.
・融解(melt)=固体が液体になる
・溶解(dissolve)=液体中へ原子として取り込まれる
比重の議論でよくある誤解
「液体Siは比重がアルミ溶湯(2.37g/cm3)より重い(2.57g/cm3)から沈む」は本当か?
液相のSiと溶存Siは別物です
「液相Siはアルミより重いから沈むのでは?」という説明を耳にすることがあります.確かに数値だけを見るとそのように思えるかもしれません.
実際には「液体(液相、液滴)Si」と「溶存Si」を区別して考える必要があります.
溶存Siになると比重の議論はできない
アルミ合金インゴットが"とける"ときに、Siは溶解(dissolve)しています.液相のSiではなく、原子レベルでアルミ溶湯中へ分散しています.この状態を溶存Siと言います
溶存Siになると、もはや「Siの比重は2.57だから沈む」という考え方は成立しません.なぜなら、Siだけが独立した液滴として存在していないからです.
もう一度砂糖の例を考えてみましょう.
液相砂糖の比重は、糖度10%で5℃の場合で1.04です.長時間冷蔵庫に保管していた甘い清涼飲料水の底だけが甘いということは実体験でもないはずです.
アルミ溶湯中のSiも同じです.十分に「溶解」した後は、Si原子がアルミ液相の一部になっているため比重差による沈降を考えることはできません.
但し、インゴットの製造段階で十分に時間をかけて溶解していないものがありますので、その場合はSiの状態が粗い、未溶解Siが混じったもの(溶湯中で舞うけれど、完全に溶解していない)があります.この場合は固相Si(2.329g/cm3)と液相Al(2.375g/cm3)と比重が近いため製品に入ってしまいます.
溶存Siでなければ凝固時にAlの結晶格子に入れません(=固溶=固相固溶しない)ので、このようなインゴットを使っていると強度が出ません.当社ではスターラーを用いて満遍なく溶存Siが分散したアルミ合金インゴットを販売しています(お問い合わせください)
さて、TiB2は「溶解」も「融解」もしていません.固体粒子のまま添加直後はアルミ溶湯中に分散しています.良質なTi-Bでは超微細粒子なので沈降しにくはなってしますが、比重差により時間をかければ沈降したり凝集することもあります.不純物が多いとスラッジとして塊になり沈みます.これらは酸化膜などを含んで凝集して沈降していることも多いため攪拌して舞い上げても活性は低い可能性があります.
そのため、残湯運用している溶湯に、活性のある6Ti-2.62B(TiB₂)を入れてあげると再び凝固挙動が安定するというわけです.TiB₂添加でも微細化できなければ、Tiが不十分かSi被毒が起きている可能性がある、という訳です.
Al-10w%B
「それならば、Al-10w%Bを添加して炉の中でTiB2を生成させてはどうか」
という方もいそうですね.
これもあまり知られていませんが、Al-BにはB単体を配合している訳ではありません.Al-10w%Bは、すでにホウ素がアルミと反応した AlB2やAlB12という細かなアルミホウ化物の粒子(結晶)として配合しています.
これを700℃のアルミ溶湯に入れると、ベースであるアルミ部分はすみやかに熔解し、中に閉じ込められていた アルミホウ化物の粒子が溶湯中へフワッと解放(分散)されます.解放された AlB2粒子等が、溶湯中に余っているチタン(Ti)と出会うことで、条件しだいでTiB2へ置き換わり(置換反応)良い結晶核生成サイトが生まれる可能性はあります(条件依存です).B(ホウ素)単体を添加するより、ありです.
とはいえ、もしかしたら安く微細化できるのかも知れませんが、溶かしてちゃぷちゃぷと混ぜるだけだと、5Ti-1Bと同等に安定するとは思えません.速度論的な条件(=温度と時間と攪拌)への依存が高く、TiB2へ都合よく均一置換されない可能性があるからです.多少なりとも偏析しているでしょう.温度や混ぜ方、混ぜる時間や速度などの条件を特定する必要はありそうです.それには熱分析装置が必須です
6Ti-2.62B
「それならばTi配合のインゴットを買って、6Ti-2.62B(5-1と違ってTiが僅か)を添加すれば?」と言う方はいないと思いますが、一応
TiB2だけ供給して、あとはインゴット由来のTiを使えばいいのかというと.0.1%TiインゴットのTiがそのままあまりますので、Ti過多による不良が起きそうです.
5Ti-1B
当社で5Ti-1Bをおすすめしているのはこういった経緯と理由です.
「解決策は5Ti-1Bです」と言われても「他にないの?」とも感じるでしょうし、他の可能性について説明なく「5Ti-1Bを勧めるのは売りたいからでしょ」と内心思われるんだと思います.すみません
当社が5-1のTi-Bを勧めるときは、これまで上で書いた内容を省略して、それが最安最短ルートだからです.
上述のとおり、安く済ませたいお気持ちはわかりますが、管理が難しかったり、「Ti入りのインゴットだけでええやん」はむしろ不良を増やす道をわざわざお考えなのです.上記の説明を聞きたいですか.難しくてもTi-Bよりもコスト削減になる可能性があるならやってみたい!と仰るならやってみてもいいですが、御社の設備にあった溶解〜TiB2生成条件を特定できたとしても、相当な攪拌は必須だと思います.有料ですが協力は可能です.ぜひトライして、教えてください.再現性のあるコスパの良い結果でしたら会社の知的資産です.教えて頂けるのなら買います!
一旦まとめ
微細化のために重要なのは、
・結晶核生成サイトのサイズ(Al₃Tiでは大きい)
→だからTiB₂を直接溶湯に入れられるTi-Bが今はベター
・結晶核生成サイトの安定性(Al₃Tiは安定しない)
→だからTiB₂を直接溶湯に入れられるTi-Bが今はベター
・TiB₂粒子の数と分散状態
・適度な溶存Ti
です.
存在していても、有効で活性な核生成サイトが少なければ微細化能力は限定的です.
なぜ同じ5Ti-1Bでも効き方が違うことがあるのか
ここで最初の疑問に戻ります.
実際に熱分析を行うと、同じTi単体でも5Ti-1Bでも、初晶過冷却が大きく改善するものと、あまり変化しないものがあります.原因として考えられるのは、TiB₂粒子の粒径です.同じ添加量でも、粒径が小さいほど粒子数は圧倒的に増えます.
また、TiB₂粒子が凝集していれば、分析上のTiやBの量は同じでも有効な核生成サイト数は大きく減少します.
さらに、TiB₂周囲のTi-rich環境や粒子表面状態も影響します.
つまり、同じ5Ti-1Bでも、核生成能力は大きく異なり得ます
当社の熱分析の出番
発光分光分析(OES)でTiやBの分析値を調べたことのある方がいらっしゃるかもしれません.しかし、ホウ素はOESでの分析精度が低いことが知られており、そもそも鋳造において重要なのは元素量ではありません.核生成のしやすさそのものです.熱分析装置がなければ調べることはできません.
初晶過冷却温度差(ΔTp)が小さいということは、それだけ多くの有効な核生成サイトが存在していることを意味します.
逆に、TiやBの分析値が規定量存在していても、初晶過冷却が大きいのであれば、その微細化材は十分に機能していない可能性があります.
当社のTi-Bは、熱分析により初晶過冷却温度差(ΔTp)の十分な減少(=結晶核生成能)を確認されたものです.つまり、単にTiやBの分析値を見るのではなく、実際に溶湯中で核生成が起こりやすくなっているかを評価しています.効かないかもしれない安いTi-Bとは違います
さて、連続熔解保持炉や残湯操業している場合、沈んだTiB₂を攪拌で再び浮かせればよいのでは?
というアイデアも浮かびますね
確かに単純な沈降だけであれば、再攪拌によってある程度回復する可能性があります.しかし現実には、粒子凝集やスラッジ化も進行しています.特に高Si合金では、TiB₂が再分散しても核生成能力そのものが低下している場合があります.そのため、攪拌だけで完全に元の微細化能力へ戻るとは限りません.バッチ炉では成立するかも知れませんが、その他の酸化物を沈静させる時間は必要です.連続溶解保持炉や残湯運用している場合は、他の不純物も巻き上げることになるため慎重に考えてください
おまけ
最適添加量について
熱分析を使用して初晶過冷却温度差(ΔTp)を確認しながら添加量を決定するのが一番です.
Ti添加なしのインゴットを使用して、バッチ毎に(例えば)Ti濃度0.04%、0.05w%、0.06w%...になるようにTi-Bを添加して、都度 熱分析をしてください.効果がサチりつつある〜サチっている範囲でコストや操業性も考えて納得できる気に入った添加量にされるといいです.
(参考)
Effect of grain refining and Sr-modification interactions on the impact toughness of Al–Si–Mg cast alloys
https://www.sciencedirect.com/science/article/abs/pii/S0261306913009564
この文献では、A356.2(AC4CH相当)では以下が最適割合としたようです
Ti:0.06% 〜 0.08%
B:0.01% 〜 0.02%
当社が実施した現場での熱分析でも同じ結論です.0.08w%添加(Ti量で計算)して0.05〜0.08w%で運用するのが良いと考えています
おまけ2
TiB₂による溶湯清浄化効果
この動画(YouTube)をご覧ください
https://www.youtube.com/watch?v=FX9LB6djUxY&t=5527s
文字起こししました
Professor John Campbell: >
"I think people are doing different things very often without knowing it to reduce the bifilm problems. For instance they use filters and the filters are again depending on how you use the filter it can be fairly good or not so good to reduce the bofilm content.
Um but the other thing which um has a profound effect is the the process of um grain refinement of adding something like titanium and boron very often a rod in a rod form and putting that into the melt and magically the bifilms will mostly disappear at that moment and that's because the um titanium compounds precipitate on the bifilms, makes them heavy and they sediment.
Now the last thing you should do is stir them out before you pour it because then they all go back into suspension again for those few seconds while you pour. But so you then get a beautifully grain refined casting but it will be awful. Its properties will be dreadful.
Whereas as I say if you simply add the grain refiner, let the bofilm sediment, you you stir in the grain refiner making sure it's homogeneous and then don't touch it. Go away and have a cup of tea, come back 15 minutes later and then pour your metal and your properties will be quite different."
日本語訳
ジョン・キャンベル教授: 「……人々はバイフィルム(二層酸化膜)の問題を軽減するために、多くの場合、それとは知らずにさまざまな対策を講じているのだと思います.例えばフィルターの使用が挙げられますが、フィルターの性能は、それをどのように使うかによってバイフィルムの含有量を減らすのにかなり効果的であったり、あるいはそれほど効果的でなかったりします.
しかし、もう一つ極めて大きな効果をもたらすのが、結晶粒の微細化プロセスです.これはチタンやホウ素などを、多くの場合ロッド(棒状)の形態で溶湯に添加するもので、それを投入すると、その瞬間に魔法のようにバイフィルムがほとんど消失します.というのも、チタン化合物がバイフィルムの表面に析出することで、それらを重くし、底へと沈降(セディメンテーション)させるからです.
ここで絶対にやってはいけないのは、注湯する直前にそれらを攪拌(かくはん)して混ぜ戻してしまうことです.注湯するまでのわずか数秒の間に、それらがすべて再び浮遊状態(サスペンション)に戻ってしまうからです.それでは、結晶粒は見事に微細化された鋳物が得られたとしても、中身は最悪なものになってしまいます.その機械的特性は目も当てられないものになるでしょう.
一方で、私が言うように、単に結晶粒微細化剤を添加し、それが均一になるように攪拌したら、あとはバイフィルムが沈降するのを待ち、そこからは一切触れないようにするのです.その場を離れてお茶でも飲みに行き、15分後に戻ってきてから溶湯を注ぐ.そうすれば、得られる特性はまったく異なるものになります」
Ti-Bの思わぬ使い方ですが、なるほどな、です
しかし沈んだやつはいつ処理するの?と疑問に思います.意図せず巻き上がると下手するとロットアウトです.とはいえ、わかってやれば(現象を理解してやれば)良いと思います.沈んだものについては、それはそれで別途処理するということならOKです
さて、興味深いJohn Campbell教授の動画や著書をみつけたら紹介しようと考えています.みなさまの反応、反響は数字で見ていますのでアクセス数が少なければやめます.もしご興味あればご感想など頂けると幸いです.
Ti-B回は不評でしたね.いつもの1/5のページビューでした.
これでTi-Bは終了です.ありがとうございました
なぜ5Ti-1Bは5対1なのか
2.8%分は余剰Ti
Al-5Ti-1B添加材の母材はアルミ(94w%)ですが、残りすべて(6%)がTiB₂ということではありません.計算してみると1%のBでTiB₂化したとして見合う(化合できる)Tiは約2.2w%程度です.
つまり、
Ti 5%のうち44%(添加材全体の約2.2%分)がTiB₂
↓
残り約2.8%分は余剰Ti となります.
この余剰Tiは「溶存Ti」として溶湯中に供給されます.Tiの一部はAl₃Tiになったり、再溶解してTiになったり(平衡状態)します.
余剰Tiって何?
実は現在では、TiB₂粒子だけでなくTiB₂周囲のTi-rich環境が核生成を助けているとする理論*が有力視されています.5Ti-1BはTiB₂とTiの両方を供給するよう設計された微細化材なのです.
*Ti-rich層説
TiB₂+Ti-rich層=α-Al
・TiB₂→ 効く
・TiB₂ + Ti-rich→ もっと効く
つまりTi-B添加材の狙いは、「大量のTiB₂粒子を足場として利用し、そこにTiの効果を組み合わせること」にあります.
【参考】なぜこのモデルに至ったのか―研究の歴史
TiB₂がどうやって核生成に関わるのかについては、長年議論が続いてきました.現場でTi-B添加材を使っている方には、その背景を知っておかれると理解が深まります.
第1世代:TiB₂直接核説(1950〜1980年代)
もともとは「TiB₂粒子そのものがα-Alの核生成サイトになる」という考え方が主流でした(Cibula, 1951).TiB₂は高融点で溶湯中に安定な微細粒子として存在するため、直接核になると考えられたのです.
しかしこの説では説明できない現象が多数見つかります.
・TiB₂だけでは期待ほど微細化しない
・Ti濃度によって性能が変わる
・Si被毒する(Siの影響でTiB₂粒子が核生成サイトとして機能する能力が低下する現象)
第2世代:溶質効果とAl₃Ti説(1980〜1990年代)
溶存Tiが、すでに成長中の結晶粒の成長速度にブレーキをかけることがわかってきました.他の核が追いつく時間を作るという間接的な微細化メカニズムです。これがTiB₂の直接核生成効果と組み合わさることで、より強力な微細化が実現します。
このようにTiB₂だけでは説明できないことが認識され、「Tiも重要な溶質元素である」という認識が広がっていきました.
第3世代:Duplex Nucleation Theory(1995年)
大きな転換点になったのがMohanty & Gruzleski(1995)の論文です.
Mohanty, P.S., Gruzleski, J.E.
"Mechanism of grain refinement in aluminium"
Acta Metallurgica et Materialia, 43, 2001–2012, 1995.
この論文では、TiB₂粒子を人工的に導入した実験から「TiB₂だけでは十分な核生成は起きない」ことを示し、次のモデルを提唱しました.
TiB₂+Ti-rich層(Al₃Ti様の界面層)→ α-Al
TiB₂は土台であり、Tiが界面に偏析して形成する層が核生成を助けるという考え方です.
ただしこの理論は当初、Sigworthによって熱力学的観点から否定されました.その後Schumacherらの実験的研究によって再び支持されるという経緯がありました.
第4世代:原子レベルでの実証(2021年)
決定打になったのが2021年の研究です.
Li, J., Hage, F.S., Ramasse, Q.M. et al.
"The nucleation sequence of α-Al on TiB₂ particles in Al-Cu alloys"
Acta Materialia, 206, 116652, 2021.
高分解能STEM観察により、Al-5Ti-1B中のTiB₂粒子の基底面(basal plane)上にTi-rich層が実際に存在することが原子スケールで確認されました.1995年の仮説が、約25年後に直接観察で支持されたのです.
なお、この研究はAl-Cu系合金を主対象としており、Al-Si系鋳造合金への直接的な一般化には引き続き注意が必要です.
現在の理解(2020年代)
現在の主流モデルは次のとおりです.
TiB₂粒子(土台)+Ti-rich layer(TiB₂格子にTiが吸着)→
α-Al+Tiの溶質効果(結晶粒の成長抑制)→他の結晶核が生成できる
↓
豊富なα-Al
Tiが単体で結晶核になる訳ではなく、TiB₂だけでも十分でありません.溶存Ti(アルミ液相中に原子レベルで溶解している状態)とTiB₂の両者の組み合わせが重要です.
6Ti-2.62B
一方、Al-6Ti-2.62B添加材はTiとBがほぼ化学量論比(化学反応式どおりに過不足なく反応する原子量の比率)に近くなっています.(ぴったり釣り合うのはTi 6に対して2.71、約T : B=2.2 : 1です)製品がなぜ2.71じゃなくて2.62なのかは不明です.ご存じの方がいたら教えてください
つまり、Al-6Ti-2.62BはほとんどがTiB₂です.そのため6Ti-2.62Bは、Ti-rich効果よりもTiB₂粒子数を重視した設計と考えることができます.
かなり単純化して言えば、
・5Ti-1Bは TiB₂+Ti-rich型
・6Ti-2.62Bは TiB₂重視型、あるいは残留Tiがある溶湯向きの添加材
ということができます
残湯操業でなぜ6Ti-2.62Bが使われるのか
残湯操業では、前日の溶湯を保持し、翌日以降もそのまま使用します.このとき問題になるのがフェーディングです.残湯にはどういう減少が起きているか
・粒子の沈降
TiB₂粒子は再溶解せず、時間の経過に伴って沈降します.TiB₂の比重は約4.52 g/cm³(文献値)で、アルミ溶湯よりかなり重い材料です.粒径が小さいため沈みにくい(ストークスの法則)ですが、長時間静置すると、比重により微粒子は炉底へ沈降します.その結果、上層の溶湯では核の数が減少し、微細化効果が低下します.
・粒子の凝集
TiB₂粒子同士が集まって塊になることがあります.凝集して塊になるとストークスの法則により沈降が早まり、核の総数が減少するため、結晶粒は粗くなります.
・有効Ti濃度の低下
微細化にはTiB₂だけでなく、溶湯中のTiも重要です.保持時間が長くなるとTiの分布状態が変化し、核生成能力が低下します.
・2.8w%の余剰Tiから生成されるAl₃Ti
余剰Tiの一部はAl₃Tiになったり、再溶解してTiになったりします.Al₃Tiは溶湯温度やTi濃度に応じて再溶解してTiを吐き出します.この行ったり来たりする状態を平衡状態といいます.Al-5Ti-1B添加材を入れた残湯にはTiがいます.
この余剰Tiがいると想定できるため、残湯操業では6Ti-2.62Bを添加します.但し熱分析してみないと.Tiもなくなっている場合もあるため、熱分析がないと断定できません.
かき混ぜてあげるとよりTi濃度は回復しますし沈んだTiB₂も舞い上がると思いますが、不良の原因になるものも舞い上がるため熱分析装置がないと適切な沈静時間を持てないと思います
注意点
Ti-Bの使用には注意点もあります
Siによる被毒(Poisoning)
TiB₂粒子は存在しているのに,核生成サイトとしての働きが弱くなる現象です.機序についてはいくつかの説があり機序は明確ではありませんが、いくつか説があります
共通しているのはSiがTiの働きの邪魔をしてTiB₂表面のTi-rich層が形成されにくくなるということです.このようなときには6Ti-2.62Bの追加添加は効果が低い可能性があります.なぜならTiB₂を増やしているだけだからです.
対策としては、
Ti配合されたインゴットか5Ti-1Bを添加してTi量を増やしてみると微細化効果が回復することが多いですが、ただし回復には限界があります.
Ti-C-B
Siに邪魔されにくいとされているTi-C-Bも選択肢です.フェーディングしにくいメリットもあるようですが、高いです.高いですが、添加量を減らせたり残湯運用もできるのなら案外良いのかも知れませんね(当社では未確認)
*但しTi-C-Bでも添加量によってはPoisoning的な挙動も報告されています
(参考)Mechanism for Si Poisoning of Al-Ti-B Grain Refiners in Al Alloys
(参考)Development of Al–Ti–C grain refiners and study of their grain refining efficiency on Al and Al–7Si alloy
時々、「残湯ではホウ素が減るから6Ti-2.62Bを使う」という説明を聞くことがあります(ホウ素が、Tiと不純物金属との化合を防いで犠牲(消耗)になってくれるという論文もありますが).しかし核生成サイトを増やすという目的において、沈降による有効なTiB₂粒子数の減少として理解した方が実態に近いでしょう.TiB₂とTiB₂周囲のTi-rich環境が核生成を助けているからです
Tiだけではダメ?なぜTi-Bを使うのか.結晶粒微細化の仕組みを解説
アルミ鋳造では結晶粒を微細化(=結晶核を多数化)するために、Al-Ti-B(チタンボロン)系の微細化材が広く使用されています.
しかし現場では、こんな経験をしたことがないでしょうか.
・Tiが添加されたインゴットを使用したけど効果が感じられなかった
・同じはずの5Ti-1Bなのにメーカーによって効きが違うことがある
・長時間保持すると効果が落ちる
・残湯操業ではまったく効かない
・熱分析で調べると初晶過冷却があまり改善しない微細化材がある
一見すると不思議な現象ですが、これらはすべて同じ本質につながっています.
それは、TiやBの添加量そのものではなく、有効な核生成サイトがどれだけ存在しているか、どれだけ残っているかが重要だからです
結晶粒微細化の目的
アルミが凝固するとき、発生した結晶核から結晶が成長していきます.核が少なければ、ひとつひとつの結晶は大きく成長し粗い組織になります.逆に結晶核が多ければ、多数の結晶が同時に成長するため、結晶粒は細かくなります.また凝固挙動が安定します.
結晶粒が微細になると、
・強度向上
・延性向上
・熱間割れ低減
・組織均一化
・引け巣減少〜消滅
その他 凝固挙動が安定するため
・湯周り不良の減少〜消滅
・二枚皮や湯じわ肉欠け、エッジの丸みの減少〜消滅
などが期待できます.
そのため鋳造では、「核生成サイトを増やすこと」が重要になります.
Tiだけじゃダメ?
Ti単独添加でも微細化はできなくはないですが、その前に.まず誤解されがちですが、溶存Tiが直接に結晶核になるわけではありません.Tiをアルミ溶湯に添加すると、溶湯中にAl₃Ti(チタン化アルミニウム)が形成されます.このAl₃Tiは凝固時にアルミ結晶が発生する足場(核生成サイト)となり、微細化に寄与します.
しかし実用上はいくつかの問題があります.
Al₃Tiは、
・粗大化しやすい
・沈降しやすい
・保持中に再溶解する
という特徴があります.
最大の問題は、十分な数の核を作りにくいことです.Al₃Tiは比較的大きな粒子として存在するため、微細な核を大量にまんべんなく分散させることが苦手です.さらに十分な微細化効果を得るには比較的多くのTiが必要になります.
結果として、
・条件によって効果が不安定
・フェーディングしやすい
・過剰添加で脆化やスラッジ化を招く
という欠点があります.
Tiを過剰に添加すると粗大なAl₃Tiが生成し、
・延性低下
・疲労強度低下
・工具摩耗増加
・スラッジ増加
などの原因になることがあります.
つまり、Ti単独は「効かなくはないが、扱いが難しい微細化材」です
Al-Ti-Bは何が良いのか
Ti-B微細化材では、TiB₂(二ホウ化チタン)粒子が利用されます.TiB₂は融点約3225℃(文献値)の非常に安定な化合物です.アルミ溶湯温度では熔解しません.
そのため、
・微細粒子を大量に供給できる
・再熔解せず消失しにくい
・少量添加で高い効果が得られる
という利点があります.
ここで誤解されやすい点があります.
Ti-B添加材はTiとBをばらばらに溶湯へ供給して、炉の中で化合させてTiB₂を作っているわけではありません.当社の販売する高品位なTi-Bは製造段階でTiB₂を形成し、それをアルミ母合金中に分散させています.
つまり、当社のTi-Bスティック(ロッド)を添加すると、既に添加材中に存在しているTiB₂粒子が溶湯中へ供給されることになります.TiB₂粒子が、アルミ結晶が発生する足場(核生成サイト)になります

当社のTi-Bを試してみませんか
なぜ5Ti-1Bは、5w%対1w%なのか
なぜ5Ti-1Bは、Ti(チタン)とB(ホウ素)が5対1なのか.ここにTiB₂だけではない微細化の秘密があります.実はTiB₂粒子だけでは不十分なんです
(次回へ続く)
ADC12材 700円/kg、AC材1,000円/kg時代?―御社はまだ“アルミを捨て続けますか“
アルミ価格の高騰が続いているようです.中国の日系企業から聞いた話ですが、ADC12材は今月(2026年6月現在)からついに700円/kgを超えたそうです.AC材についても1,000円/kgを超えてくるかも知れないと言われています.
ADC12の中国相場が RMB 25.0 /kgで、為替レートがRMB 23.0 /JPYだとしたら、JPY 575/kg.増値税13%を乗せるとJPY 650 /kg.現地輸送費やマージンが乗るとJPY 700 /kgになるんでしょうか.日本ではもう少し安いのかも知れません.中国で高いのは、スクラップの輸入規制があり海外からの安いアルミスクラップが入りにくくなっているからという話もあります.
* RMB=人民元
止まってはいないが止まったら困る
円安の影響もありますし、日本ではどうなんでしょう
さて円安以外の原因の一つはホルムズ海峡の物流リスクです.日本ではUAE産が3〜4割を占めていると聞きます.
2026年の春頃に日米欧の自動車メーカーがアルミ在庫の確保を急ぎ始めたという報道がありました.
・在庫積み増し
・代替調達先の探索
冒頭の700円/kg超えの企業さんについて、現地調達しているならホルムズ海峡は関係ないと思いましたが、価格は国際相場(LME)やスクラップ相場に連動するからかもしれません.
これまで「不良低減」や「品質向上」をテーマに、溶湯処理の重要性について発信してきました.しかし、この価格帯になってくると、会社としては対策を考えないといけなさそうです.
購買部門では他の調達先を探すことにはすでに着手されていることと思います.しかし生産部門でもできることはあります、
それは、
『今あるアルミを、いかに無駄なく使い切るか』ということです.
・不良を減らす
・熔解歩留りを上げる
・灰絞りをする
不良を減らす
→ご相談ください
熔解歩留を上げる
→ご相談ください
先日、石川県のあるダイカスト工場を訪問した際、ドロス箱の中を見せていただく機会がありました.そこに入っていたものを見て、少し驚きました.「ほとんどアルミ、というかアルミそのもの…….」
「アルミ分が多いドロスだから、業者が高く買い取ってくれるんですよ」(ドロスじゃないです...)
保持炉も開けて見せてもらいました.
酸化物が溜まってバーナーやヒーターの熱が伝わらなくなったところが重いおかゆ状になってボテっと塊になって盛り上がっていました.それをドロスとして除去したようです.フラックスを入れても混ぜれそうにないから、除去してから投入してそうです
確かに、高めには買い取ってくれているとは思います.アルミですからね
しかし、本当にそれで良いんでしょうか.
会社にアピールできる成果を上げる方法があります
例えば、1000円/kgで購入したインゴットを考えてみてください.
ドロスとして売却する際の価格はその半額程度かもしれません.仮に600円/kg(買取が高いAC4CH、アルミホイールの場合)で買い取ってもらえたとしても、1000円で買ったアルミを600円で手放している訳です.商社や二次合金メーカーのマージンや製造コスト、輸送コストを乗せて再販するわけで、得はしてないです.
参考にした情報
https://www.ohata.org/kakaku.html
https://www.ohata.org/kakaku_hyou.html
「高く買い取ってもらえた」と感じていても、実際には捨てているように当社には見えます
リサイクル業者が利益を出せているということは、そのドロスの中には、まだ自社で回収できる価値が残っているということでもあります.
全てではないですが、保持炉を開けたらお粥状の重たい層があることが多いです.これを捨ててるんです.溶湯表面に浮上したものは時間が経つにつれてレイヤー状に積み重なり、徐々に硬くなっていきます.
こうなると、
・崩しにくい
・アルミと酸化物の分離が難しい
・メタル分を大量に巻き込む
・回収可能なアルミまで一緒に捨ててしまう
という状態になります.
フラックス処理は2〜3日に1回にして、後でまとめて処理した方が楽だろう.そう思ってしまいがちですが、実際にはその逆です.厚く積み上がる前に、こまめにフラックス処理を行ってください.これだけで、浮上物は柔らかいうちに処理でき、ドロス中に捨ててしまうアルミ量を減らすことができます.
ドロス?を放置すると、炉まで傷める
問題は、アルミロスだけではありません.保持炉表層に厚い融けていない層が形成すると、熱の伝わり方にも影響します.十分に溶けない部分が生じるため、バーナーの火力を上げたくなります.しかし、その結果として局所的な過熱が発生し、いわゆる「お化け」と呼ばれる付着物の成長を招くことがあります.
これらは、
・炉材の損耗
・熱効率の低下
・メンテナンス頻度の増加
・炉の寿命低下
にもつながります.
つまり、ドロス処理を後回しにすることは、アルミを捨てるだけでなく、炉そのものの寿命を縮めている可能性があります.
たった1%でも、大きなお金になる
「そんなに変わるものだろうか」そう思われるかもしれません.
しかし、年間1000トンのアルミを熔解する工場で、ドロス中に捨てる金属量を1%改善できたとすると、
・ADC12(700円/kg)なら約700万円/年
・AC材(1000円/kg)なら約1000万円/年
もの差になります.2%なら倍、3%なら3倍の利益です.しかも、大規模な設備投資ではありません.フラックスの選定を見直し、処理のタイミングを工夫し、現場の運用を少し変えるだけです.やってみると、1%の改善だけでは終わりません.先ほどの例よりもしっかり処理をしている炉で、当社のフラックスに切り替えた前後で”残灰重量比で”30%改善した例があります.「うちはそこまでひどくないよ」と思って読んでいる方も、まだ改善できます
当社の技術指導では100%リターン材でも鋳造できるレベルの溶湯を作れます(メーカーが指定するリターン材比率の上限はあると思いますが、)
鋳造歩留り(製品歩留り)も当社の技術指導で改善できます.不適合率、不良率を下げれます
品質改善は利益改善
これまで鋳造現場では、「不良を減らす」「品質を上げる」という視点で溶湯処理が語られてきました.もちろん、それは今でも重要です.
しかし、インゴットが700円/kg、1000円/kgという時代を迎えそうな今、
『いかに捨てないか』
という視点も同じくらい重要になってきています.品質改善のための技術が、そのまま利益改善の技術になる.そんな提案を当社はできます
あなたの工場のドロス箱の中には、まだ“利益”が眠っています.ドロス箱は埋蔵金、宝箱です
6月17日にトランプ大統領とイランの停戦合意内容
・60日間の停戦
・30日以内のホルムズ海峡の通航能力を完全回復
・60日間に限って通航料が無償となるよう最大の努力を持って準備する
(イラン側が通航料やサービス料などを徴収する余地が残された形)
ホルムズ海峡は開き始めたと思うかもしれませんが、
続きがあります.
・今後60日以内に最終的な合意に至らなければ再び爆撃(トランプ大統領)
・イラン側が協議の引き伸ばしを図るようなら交渉を離脱する(米政府高官)
安心できますか?備えあれば憂なしです…
捨てない、安く手放さない、作り直さない
危機は去ったかも?知れませんが、一度上がった価格はすぐには下がらないですし、トランプ大統領や米政府高官もこの調子です.原因になったイスラエルはまだやる気ですし、どうなるんでしょう.
確かなのは、捨てない、安く手放さない、作り直さないことが競争力の源泉にもなり給与やボーナスの源泉になるということ、です
一度社内で検討、上長に提案などなさってみてください.
当社のコンサルタント費用はすぐに元が取れ、利益に変わります.
ご相談お待ちしております
購買部門のお手伝いもできます
多くの現場では、万が一に備えてインド、インドネシア、オーストラリアなどへの代替調達の検討が始まっていることでしょう.しかし、ここで技術者が最も注意すべきは「アルミはどこ産でも同じ」という思い込みです.
産地が変われば「溶湯の性格」が変わる
アルミ合金材料は、たとえ規格(ADC12など)が同じであっても、産地や精錬メーカーが異なれば、その「質」は微妙に、かつ確実に鋳造に影響します.例えば、含まれる微量な不純物元素の比率が変わることで、湯流れ性や凝固特性に影響が出ます.いつもの溶湯処理、鋳造条件を、代替材料にそのまま適用するのは危険です.
材料の切り替えは、購買だけの問題ではなく、鋳造条件の再セットアップの問題です
当社では、候補になっている複数のインゴットサンプルから鋳造に適した(不良の出にくい)ものを選定するお手伝いをしています.
溶湯の表面張力・濡れ性が鋳造に影響するか
カナエフラックスで湯がどう変わるのか
カナエフラックス(KN-700)に切り替えると、現場では溶湯の挙動や製品品質に変化が現れます.特に湯が張って見えます.

他に、
・溶湯がさらさらに感じる
・炉壁やラドルに張り付きにくくなる
・湯流れや湯飲みが良くなったように見える
・二枚皮や複合欠陥が減る
・酸化膜と引けとガスの複合欠陥が解決する
・T6処理後の機械特性が向上、安定する
といった変化が起きます.すべて実際の現場で実績があります
これらは一見すると別々の現象に見えます.しかし実際には、溶湯表面や酸化物との関係が変化した結果として説明することができます(仮説です)
鋳造では、溶湯そのものだけでなく、
・溶湯と空気
・溶湯と酸化物
・溶湯と炉壁
・溶湯とフラックス
といった「境目」の状態が品質に大きく影響します.専門的にはこれを「界面状態」と呼びますが、本稿では難しい用語はあまり使わず、具体的な現象で説明します.
まず押さえるべきポイント
鋳造品質を考えるうえで重要なのは、「良い溶湯を作り、その状態を型内まで維持すること」です.どれだけ設備条件を最適化しても、溶湯の中に酸化物や酸化膜、二層酸化膜など欠陥の起点が多ければ、不良は発生しやすくなります.
逆に、炉内でクリーンな溶湯を作り、搬送や注湯で余計な酸化膜を巻き込まなければ、不良発生のリスクを下げることができます.
その際に関係するのが、先ほどの界面状態
・表面張力
・濡れ性
です.
あくまでも他社フラックスと比べるとですが、カナエフラックスで溶湯処理すると
表面張力が高い状態になります
溶湯が広がらずにまとまりやすくなっている状態です.やたら飛散せず、型内でも乱流を起こしにくくなります.溶湯表面(自由表面)が張っているので、酸化膜が折り畳まれにくくなるため二層酸化膜(bifilm)ができにくい溶湯です
濡れ性が低い状態になります
溶湯から酸化物や滓を押し出して排出しやすい状態です.炉内では除去しやすくなり、型内に入ってからフローフロントで溶湯に移った不純物も押し出して揚がりやオーバーフローに追いやる状態です
これらは溶湯の流れ方や酸化膜の巻き込みやすさに影響します.また鋳造では、工程によって影響の大きい要因が変わります.ただしどの鋳造法でも、炉内で作られた溶湯品質が出発点になることは共通しています.
重力鋳造(表面張力が直接効く鋳造法)
重力鋳造では流速が比較的低く、表面張力の影響がそのまま湯流れに現れます.流れの安定性はウェーバー数(慣性力/表面張力)で整理できますが、酸化物を新たに生成せずに、溶湯に巻き込まずに注湯する要素がこれでわかります.
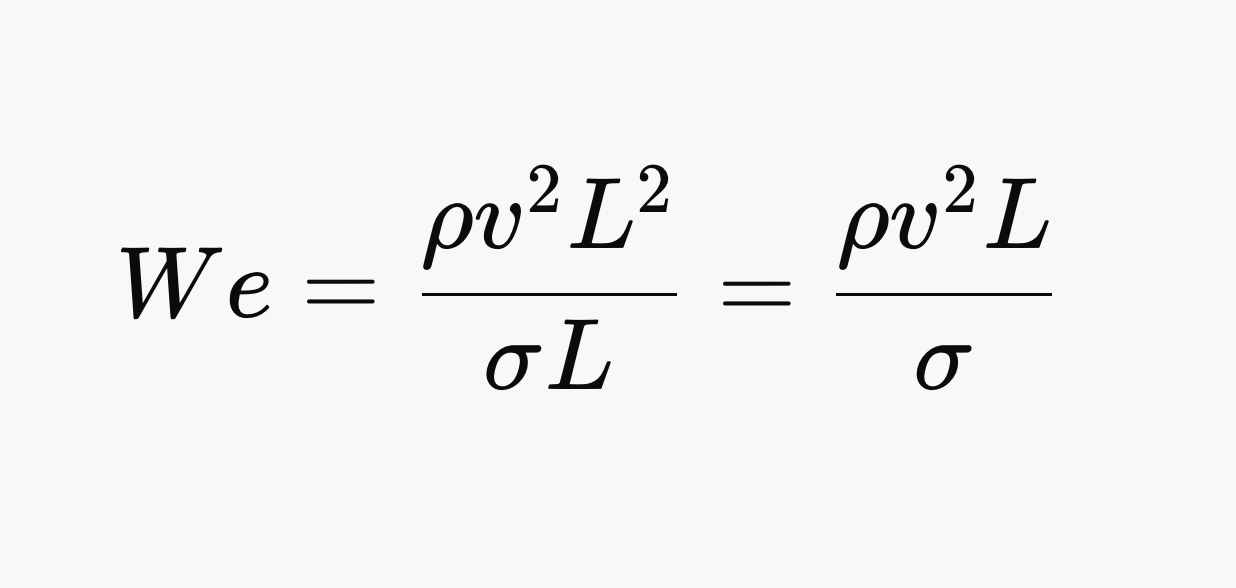

We ≪ 1 ( 表面張力が支配的)
流れは安定、酸化膜や酸化物を新生成しにくく溶湯内への巻き込みもしにくい.湯先の合流も安定する
We ≫ 1 (慣性力が支配的)
流れが不安定になり、表面が波立ち飛沫が発生.酸化膜が破れて新たな二層酸化膜や酸化物が新生成して、溶湯内への巻き込みも起こりやすい
分子が小さくなるような方案や注湯、また分母が大きくなるような溶湯処理・管理が不良を減らすための重要な考え方だとわかります.
John Campbellの著書や論文でも、自由表面を乱さないことが重要視されています.材料や形状によって変化するため、あくまで目安ですが臨界流速として約0.5m/sがよく引用されます
重力鋳造で減少が期待できる不良
・二枚皮
・コールドシャット
・酸化膜/二層酸化膜巻き込み欠陥
・二層酸化物起因の内部欠陥
・機械加工時に現れる介在物欠陥
・疲労破壊の起点となる二層酸化膜(bifilm)欠陥
重力鋳造では注湯時の自由表面が品質に大きく影響するため、酸化膜の巻き込みを抑えることが不良低減につながります.
低圧鋳造(二層酸化膜やガス量>表面張力の影響が強い鋳造法)
低圧鋳造はボトムフィルでゆっくり充填されるため、自由表面が安定しやすいプロセスです.理想的には、保持炉から上昇してきた溶湯が湯面を崩さず、静かにキャビティ内を満たしていきます.(適切に加圧制御していればよっぽどのことがなければWeは小さいはずです.もちろんσが大きいことは良品の幅を広げるため有利に働きます)
ですが、低圧鋳造でも不適合は出ますよね.重力鋳造のような落差注湯がなく、ダイカストのような激しい乱流も発生しません.それなのになぜ低圧鋳造で不適合が出るのか.
溶湯が汚いからです.低圧鋳造では、加圧炉の溶湯品質(酸化物や酸化膜、二層酸化膜、ガスなどの状態)がそのまま製品品質に反映されやすいという特徴があります.型の中よりも、型に入る前の溶湯状態に左右されやすいという特徴があります.加圧炉内に残留する酸化物や酸化膜、あるいは二層酸化膜(bifilm)がそのまま製品内部に持ち込まれます
低圧鋳造で減少が期待できる不良
・二枚皮
・酸化物起因のリーク不良
・ブローホールとの複合欠陥
・熱処理後の強度ばらつき
・疲労破壊の起点となる内部欠陥
・大気で加圧していたとしても、
・塗装後焼き付け工程での沸き/ブリスタリング(局所膨れ)
大気で押していたとしても加圧室で酸化膜や二層酸化膜(bifilm)が生成されにくくなることから、全体として水素ガスの吸収も減ります.型に入る前の段階で欠陥の種を減らすことができます.
今ナトリウム系フラックスを使っていたり、インゴットがナトリウムの影響を受けている溶湯の場合は、当社のUltimate Fluxingを実施した後に当社のフラックスに切り替えるのが効果的です
ダイカスト(高速区間以降は慣性力が支配だが、全体として無関係ではない)
ダイカストでは高速区間以降は流速が非常に高くなります.このため流れ全体は慣性力と乱流によって支配されます.表面張力が高いとしても関係ありません.しかし低速区間や注湯、汲出口(湯汲口)などの自由表面では、
・飛散
・液滴化
・二層酸化膜生成
などに表面張力が関与しています.
つまり、
型内での流れ方は重力鋳造や低圧鋳造と異なっても、炉内で作られた溶湯品質はそのまま持ち込まれるという点が重要です.
ダイカストで減少が期待できる不良
・酸化膜の巻き込み不良
・二層酸化膜起因の複合欠陥(引けやガスに見える欠陥)
・リーク不良
・含浸不良
・機械加工時に現れる介在物欠陥
・T6後の機械的特性の不足
・二枚皮や引け(凝固挙動が不安定)
炉内・汲み出し段階が重要
実際に品質を決めているのはこの段階です.ここでは流速が低いため、表面張力や酸化膜の状態の影響が強く現れます.
カナエフラックスの価値
カナエフラックスは、溶湯の出発点である炉内状態を改善することで、後工程すべてに影響を与えるフラックスです.
・炉内で溶湯品質を整える
・搬送・注湯でその品質を維持する
・清浄な溶湯が型内へ入る
・欠陥起点が減る
・結果として機械特性が安定する
「条件は同じなのに不良が出る」
そんなときは設備や鋳造条件だけでなく、溶湯そのものの状態を見直してみる価値があります.

KANAE Hi-Tecって何がいいの?鋳造技術史における当社の先進性
鋳造不良の原因は何なのか?の探究史
ガスか、引け巣か、酸化物か.鋳造工場で品質改善の議論をすると、不思議なことがあります.同じ不良を見ているはずなのに、人によって原因の説明がまったく違うのです.
この欠陥を見て、
ある人は、「ガスだ」と言います.別の人は、「引け巣だ」と言います.
いったいどちらが正しいのでしょうか.
当社ならこう見ます「部分的にどちらも正しいが、それだけじゃない」です.
しかし安心してください、よく見かけるタイプの不良です.しかしこれを「ガス」や「引け」と思っていると対応を間違えます.
(答えは最後に)
実はアルミの鋳造技術の歴史とは、不良の原因に対する理解が少しずつ広がってきた歴史でもあります.
このブログでは、鋳造不良に対する代表的な考え方を歴史の流れに沿って整理し、当社がなぜ「溶湯品質全体を見る」「◯◯◯の状態が重要」という立場をとっているのかを説明します.
はじめに
最初にお断りしておきます.本記事では説明を分かりやすくするために、鋳造不良の考え方を便宜的にいくつかの流れに分類しています.実際の鋳造技術は、これらが独立して存在するわけではありません.それぞれが重なり合いながら発展してきました.また、「第1派」「第2派」といった呼び方は業界や学会の正式な分類ではなく、本記事の説明のための整理です.モレや誤りがありましたらぜひ教えてください.
第1世代:経験と職人の時代
鋳造技術がまだ十分に理論化されていなかった時代です.
この頃は、
・重い湯
・若い湯
・死んだ湯
といった表現が使われていたそうです.
現代の視点から見ると曖昧に見えますが、熟練工は経験的に溶湯品質の変化を感じ取っていました.当時は理由までは説明できなくても、「この湯は良くない」という判断は意外なほど当たっていたのです.現場の作業者は、科学的に説明できる前から何かがおかしいことは知っていたという訳です.
今とは違って毒劇法やPRTR法、安衛法などもなく省エネが必須でもなかった時代は、効果は高くて環境や職人の健康に有害な化学品が使えたため、対処できていたのだと思います.
今は不景気で「無害でかつ安いもの」を選ぶようになったため、効かないフラックスや添加材が市場に出回るようになっています.効かないフラックスはいくら入れても効きません.
当社では「無害で、効くフラックスや添加材」を販売しています.
第2世代:ガス・脱ガス理論
アルミ鋳造が工業化されると、
・ブローホール
・ピンホール
・ガス欠陥
が大きな問題となりました.そこで注目されたのが水素です.
空洞内のガスを採取して分析(1910年代頃)
塩素脱ガス・脱酸(1920〜1930年頃)
現在は複数の原因や脱ガス方法についても進化しています
研究が進み、
・窒素やアルゴンでの脱ガス
・減圧凝固試験
・密度指数(DI)
などが重要視されるようになりました.現在でも非常に重要な考え方です.
熱分析との相関も見えてきてはいますが、水素ガスは減圧凝固装置で試料を作成し、カットするか比重で見るか簡易的に膨らみで見るかです.実際、ガス欠陥は今でも多くの工場で品質管理の対象になっています.
第3世代:凝固・引け巣理論
コンピュータ解析が発展すると、凝固現象そのものをシミュレーションできるようになりました.
ここで主役になったのが、
・冷却〜凝固順序
・ホットスポット
・引け巣
です.
シミュレーションが得意なのは、
・流動
・凝固
・収縮
などのマクロ現象とされています.一方で実際の不良は、ミクロな欠陥起点によって支配されることが少なくありません.そのため、溶湯品質は現在でも解析外の重要因子として残っています.当社ではまだこの技術に頼ることには懐疑的です.
第4世代:Campbell理論(1991〜2026)
ここで大きな転換点が訪れます.
英国のJohn Campbell教授は「ガスだけでは説明できない欠陥がある」「同じ水素量でも強度が違う」ことを指摘しました.
著書で提唱されたのが「10 Rules of Casting」です.アルミ溶湯表面には様々な酸化膜が存在します.この酸化膜のドライ面を内側にして折りたたまれてしまったものにbifilm(バイフィルム)と名付けました.biは2、filmは皮膜です.このbifilmが湯流れによって製品に入ると欠陥の原因になると言っています.bifilmの内側は空隙です.空隙のOは酸化物となって消費、中にはH2と不活性なN2が残ります.これが気泡核になり、溶湯に溶存しているHがbifilm内に入ってきてH2で膨らむそうです.溶湯内にbifilmがたくさんあると、H2サイトがあちこちにある状態になります
繰り返しになりますが酸化膜と二層酸化膜(bifilm)は同じものではありません.酸化膜は溶湯表面に自然に存在する薄い膜ですが、その酸化膜がドライ面を内側にして折り畳まれて溶湯内部へ巻き込まれたものを二層酸化膜と呼びます.Campbell教授は、鋳造不良の多くがこの二層酸化膜で説明できると主張しました.
Rule 1「Start with good quality melt」
神戸オフィスではCampbell氏の10 Rulesのことは最近知り、早速入手しました.当社でも同じアドバイスをしていました(偶然?)驚くほど当社の考え方と一致します.当社の知見から考えても、正しいルールです
英語圏以外で広く知られているかというと疑問です.Campbell氏が一番否定している「高いところから溶湯を滝のように落下させる」シーンは日本や中国、韓国企業でもよくみかけます.「滝」はしょうがないんだ、ということでほぼスルーされます.当社のアドバイスに納得されない場合は、こういった本も読んでみられると良いかもしません.指摘しているのはうちだけじゃないみたいですから
ちなみにJohn Campbell氏の最新著書「Complete Casting Handbook」の最新第三版が2026年10月に出版されるようです
https://shop.elsevier.com/books/complete-casting-handbook/campbell/978-0-443-33506-8
日本語訳されておらず洋書(英語)のみですが、読めば活かせるアイデアもあると思います.ただHow(で、どう管理するの?どう現場作業に落とし込む?)が不完全です.
Castings Practice 初版本の表紙(最新は第二版)
第5世代:清浄度管理の時代(旧世代)
自動車部品やアルミホイールなど、高い信頼性が求められる製品が増えると、
・酸化物
・スラッジ
・介在物
の影響が強く意識されるようになりました.
ここで重視されるのは、「溶湯がどれだけクリーンか」です.考え方は「酸化物が原因だろう、だから酸化物を徹底的に除去しよう」というものです.
そのため、
・フィルター
・フラックス
・溶湯清浄度評価(Kモールド、PoDFA、旧世代型 熱分析/炉前溶湯管理装置)
などが重要とされました.
そして現在、
ここまで読むと、これまでのどの理論もそれぞれ正しいことが分かります.
・ガスも問題です.
・酸化膜も二層酸化膜も問題
そこで解決していない課題があると思いませんか?
・引け巣
・機械的特性
これらにも道筋をつけたのが当社です.
次へ↓
第6世代:カナエハイテック
当社は特定の理論だけに依存していません.これまで発展してきた全ての理論と、さらに新しいアプローチを追加して統合した鋳造技術です.
冒頭の写真のような欠陥を総合的に対処できる理論です.
(冒頭の「◯◯◯の状態が重要」についても、詳しくはここでは書きません.お知りになりたい方は当社の営業・技術担当に直接聞いてください)
当社が重視しているのは、「すべての段階(保持〜汲出し〜ラドル〜型内)での溶湯品質改善」「適切な設備の導入と運用」「今ある設備の適切な運用」「適切な方案」「適切な鋳造条件」などです.
不良削減で現場に訪問すると、設備は変えれないことの方が多いです.その限られた条件のなかで、インパクト(効果)の大きいものや順番を考えて「こうすれば良くなりますので、一緒にやってみましょう」と進みます
当社ではフラックス指導をしっかりとやります.言うだけでなく、まずは処理しているところを見て頂きます.「ここまでやらなあかんの!?」がよくある感想ですが、加工結果が出てきて「なるほど!」となります.とはいえ、お気持ちはわかります.手を抜く方法もありますが、費用はかかります.
次世代型熱分析装置
海外のお客様には、「いろいろ調査したが、現時点ではカナエさんのが世界一」の熱分析装置と評価頂いています.「現時点では」はそのとおりで、後発のすぐれた分析装置も出てくるでしょう.当社も立ち止まっている訳ではありません.まだ他社よりも先をいっています
カナエフラックス
当社のフラックスの役割は単なる単なる除滓剤、清浄剤ではありません.
KN-700によって、
・溶湯面(自由表面)が安定する
・酸化膜、二層酸化膜生成されにくくなる
つまり、保持炉や汲出口(湯汲口)だけでなく、ラドルや型内の溶湯品質の改善にも寄与します.ダイカストのスリーブ注湯や低速区間でも良くなります.
(答え合わせ)
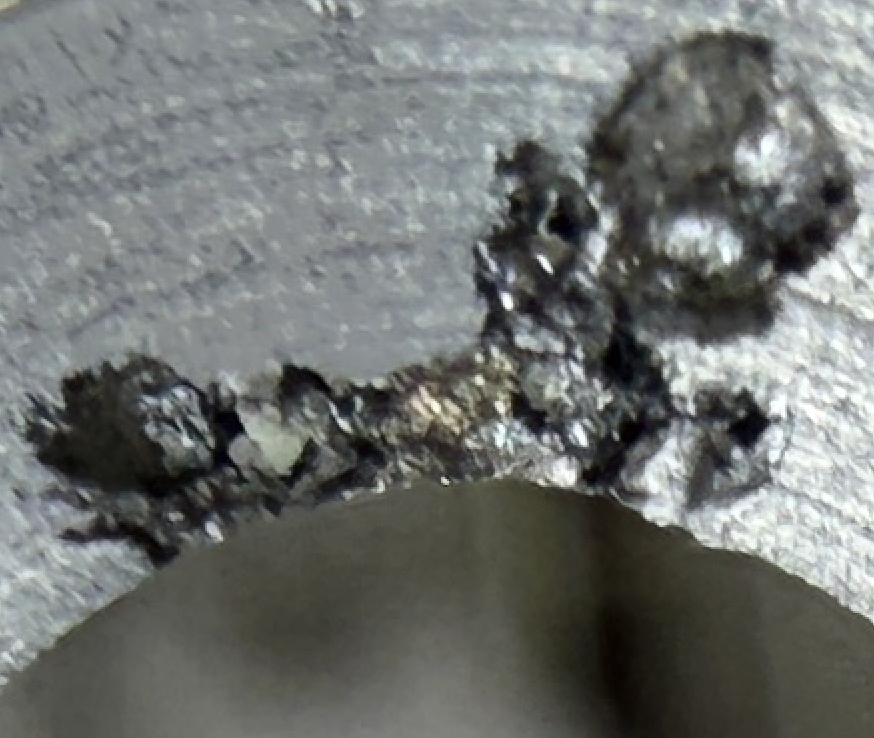
さて冒頭写真の答え合わせです.
ガスと引け巣だけではありません.酸化膜もあります.3つともわかりましたか.ガスと引け巣は共犯者で、主犯は酸化膜です.ボス端部など局所厚肉部はホットスポットになることが多く、凝固末期まで固相に取り込まれなかった酸化膜や酸化物、ガスを内包した二層酸化膜そしてガスが液相残存部へ押し出されたところに引けも複合的に成長した欠陥です.二層酸化膜の隙間にはガスが含まれやすく引けた時に開いてドライ面が見えることもあります
このような欠陥は、ナトリウム系のフラックスを使っていることが多く、(またはフラックスを使っていなくても)インゴット由来でナトリウムの影響を受けている溶湯に多い不良です.何か一つ改善したら直る不良ではないです.当社までご相談ください
いまさら聞けない「アルミ溶湯の沈静時間」について(考察)
現場で特に注意すべき固相析出物をどう扱うか
アルミ鋳造では、溶湯を一定時間静置してから注湯することがあります.この静置には,大きく二つの目的があります.
ひとつは,湯面側へノロや酸化膜を浮上させて除去する鎮静
もうひとつは,高比重の固相析出物や異物を底部へ沈める沈静です
本記事では,後者の沈静に着目し,現場で特に注意すべき化合物に絞って整理します.
今回対象とするのは,以下の群です.
酸化アルミニウム(Al₂O₃)
スピネル(MgAl₂O₄)
Fe-Al 系金属間化合物
窒化アルミニウム(AlN)
二酸化ケイ素(SiO₂)
いずれも品質不良や異物欠陥の原因になりやすく,溶湯管理において重要な存在です.
まず,これらの化合物はアルミ溶湯より密度が高いものが多く,静置すると基本的に沈降側に働きます.
アルミ合金溶湯の密度は概ね 2.3〜2.4 g/cm³ 程度です.
各化合物の代表的な密度は次の通りです.
Al₂O₃:3.9–4.0 g/cm³
MgAl₂O₄:3.55–3.64 g/cm³
Fe-Al 系(Fe₂Al₅,FeAl₃):3.5–4.2 g/cm³
AlN:3.26 g/cm³
SiO₂(石英系):2.65 g/cm³
石英系の SiO₂ を含め,いずれもアルミ溶湯より重く,基本的には沈静対象として扱えます.
ただし,
重いからすぐ沈むとは限らない
という点が重要です.
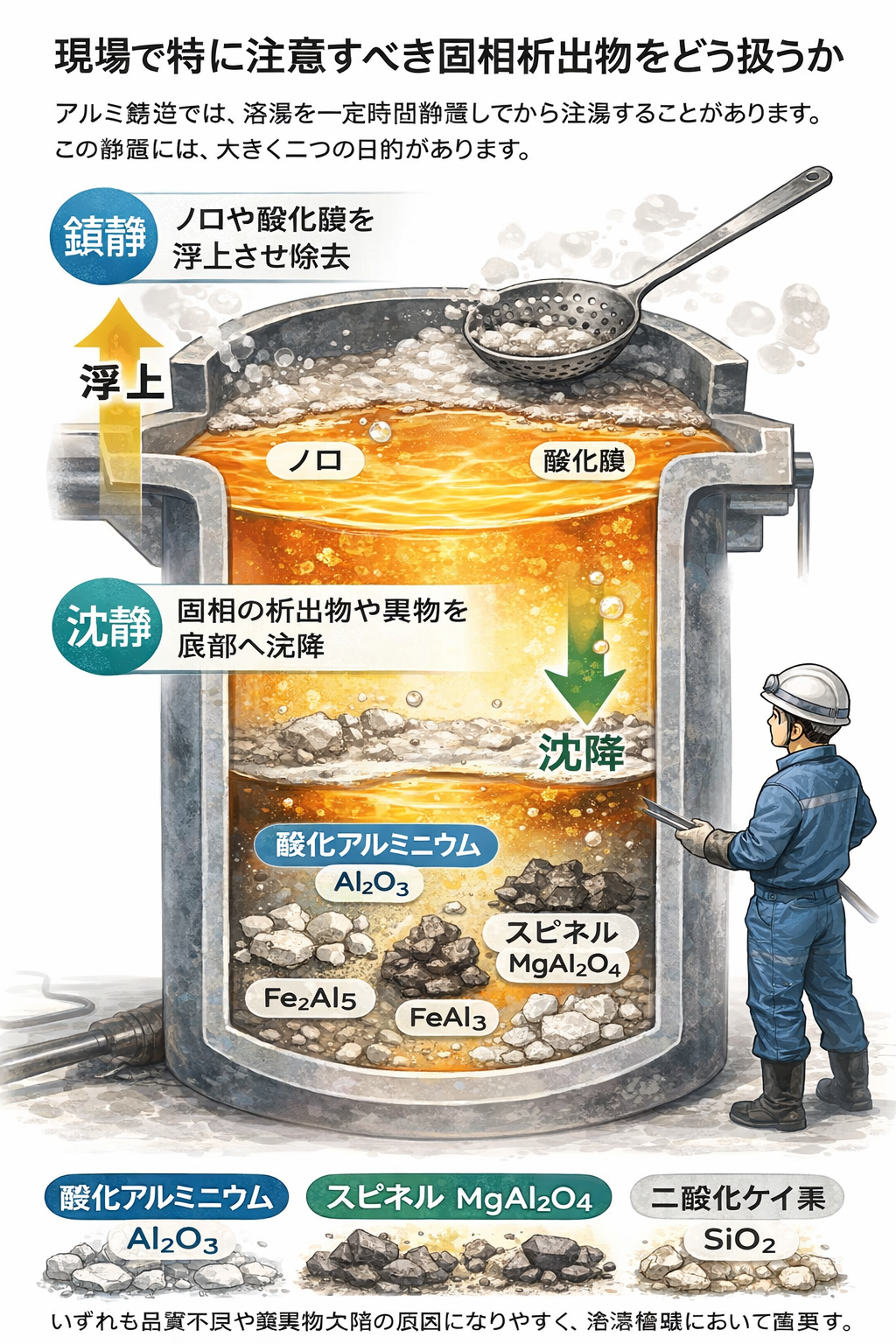
生成画像ですので漢字が化けます.中国語ではありません.イメージです
保持温度環境におけるスピネル生成
Mg を含むアルミ合金を保持炉内で一定時間静置していると、酸化アルミニウム(Al₂O₃)系の酸化膜が時間とともに MgAl₂O₄ スピネルへ変化する可能性があります.
特に ADC12 や A356 系のように Mg を含むアルミ溶湯と酸化物界面において保持温度域(一般に 680〜750℃ 程度)においてもスピネル化が進行しうることが、高温での直接実験および Al-Mg 溶湯を用いた複合材料分野の研究で知られています.
鋳造現場の保持炉環境においても,長時間保持や Mg 含有量,酸化膜の成長条件によっては,Al₂O₃ 系酸化膜の一部がスピネル化する可能性は十分考えられます.そしてAl / MgO 界面においても TEM 観察によりスピネル層形成が確認されており,液体アルミとの接触界面で MgAl₂O₄ が生成しうることが示されています.
ここでいうスピネルは宝石のスピネルではなく,MgAl₂O₄ という酸化物相の名称です.
実際には,数 µm〜数十 µm 程度の灰色〜黒灰色の微細硬質粒子や酸化膜中の析出物として存在します.
そのため,保持時間が長くなるほど,除去しにくい硬質ノロやフィルター負荷の一因となる可能性があり,
単純に長く置けば良いとは言えません
SiO₂ の形態に関する補足
SiO₂ の密度は形態によって大きく異なります.
石英(結晶質)では 2.65 g/cm³ 程度ですが,非晶質シリカ(アモルファス SiO₂)では 2.2 g/cm³ 前後となり,アルミ溶湯より軽くなる場合があります.
したがって,炉材由来や外来異物として混入する SiO₂ は,
必ずしも沈むとは断定できません
混入源が不明な場合や再利用材を使用する場合は,この点に注意が必要です.

イメージです
沈静速度を決めるのは比重差と粘度、粒径
ストークスの法則
沈静時間は密度差だけで決まりません.
実務上は,むしろ 粒子サイズ(凝集体サイズ) の影響が非常に大きいです.
理論的には,沈降速度は ストークスの法則で近似できます.
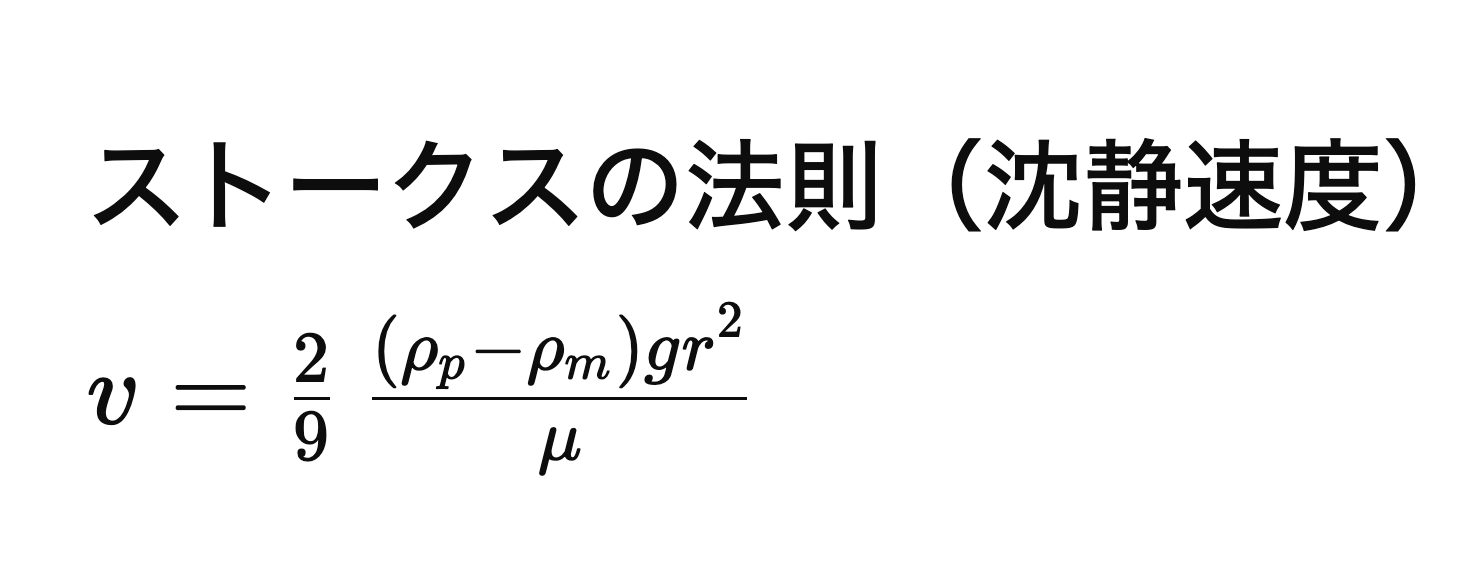
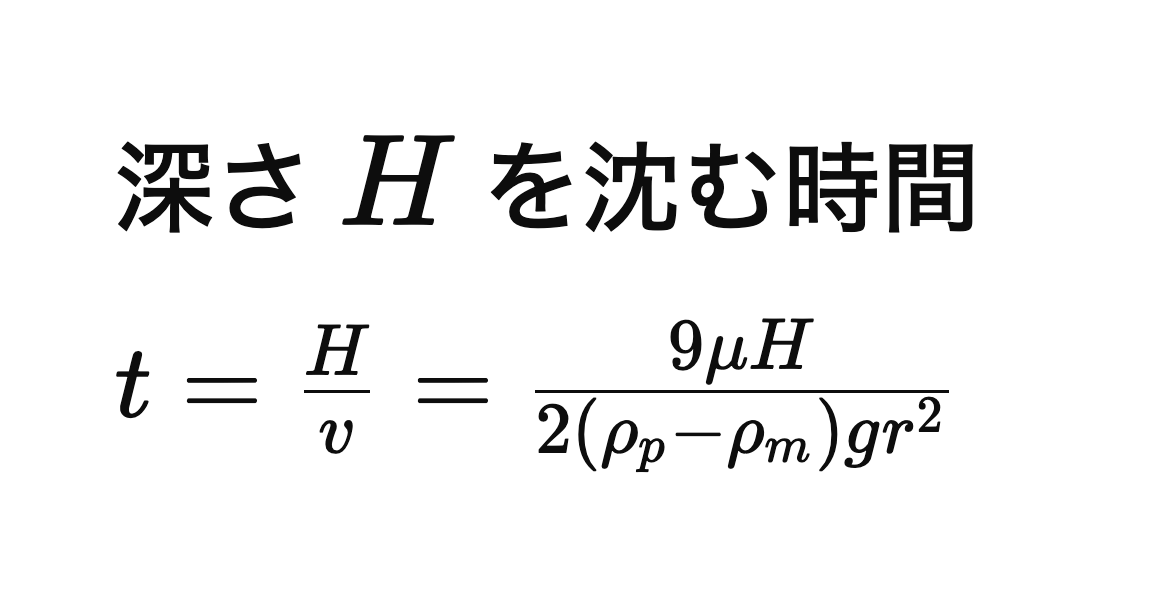
この式から分かる重要な点は,
粒径は2乗で効く、粘度が半分なら2倍速く沈む
ということです.
つまり,
粒径2倍 → 速度4倍
粒径3倍 → 速度9倍
になります.
現場感覚でも,
粗い異物はすぐ沈む
細かいものはなかなか沈まない
但し実際に問題となるのは「凝集体」
現場で問題になるのは,単一粒子というより
酸化膜片
スピネル凝集体
Fe 系粗大晶
窒化物塊
外来異物の SiO₂ 粒子
です.
つまり,移動する単位は 数十 µm 以上であることが多いです.
このため,沈静時間の設計では,代表粒径として 20〜50 µm 程度をまず想定するのが現実的です.
沈静時間の目安
ストークスの法則に基づく試算を示します.
計算条件
粒径:20 µm / 50 µm
密度差:約 1.0g / cm3(アルミ合金溶湯との比重差です)
粘度:水の約2倍(安全側に振った評価です)
20 µm 凝集体
10 cm → 約7分
20 cm → 約14分
30 cm → 約21分
40 cm → 約29分
50 cm → 約36分
50 µm 粗い異物
10 cm → 約1分
20 cm → 約2分
30 cm → 約3分
40 cm → 約5分
50 cm → 約6分
なお,沈降時間は粘度に比例します.
そのため,仮定した粘度が半分になれば,沈降時間も概ね半分になります.
本記事では安全側の見積もりとして水の約2倍の粘度を用いていますが,実際のアルミ溶湯ではこれより低粘度となる場合があり,沈静はより速く進行する可能性はあります.しかしながら、ナトリウム系フラックスは粘度を上げますので、ぜひ当社の粘度を下げるカナエフラックスをお試しください.
化合物ごとの注意点
Al₂O₃ と MgAl₂O₄
この二つは特に重要です.
非常に硬く,フィルターや製品中に残ると異物欠陥につながりやすいです.
Fe-Al 系
Fe₂Al₅ や FeAl₃ は粗大晶として発生しやすく,硬質異物として問題になります.
AlN
頻出ではないものの,窒素雰囲気や窒素吹込み条件では注意が必要です.
SiO₂
炉材や外来異物として混入するケースがあり,結晶質か非晶質かによって挙動が異なります
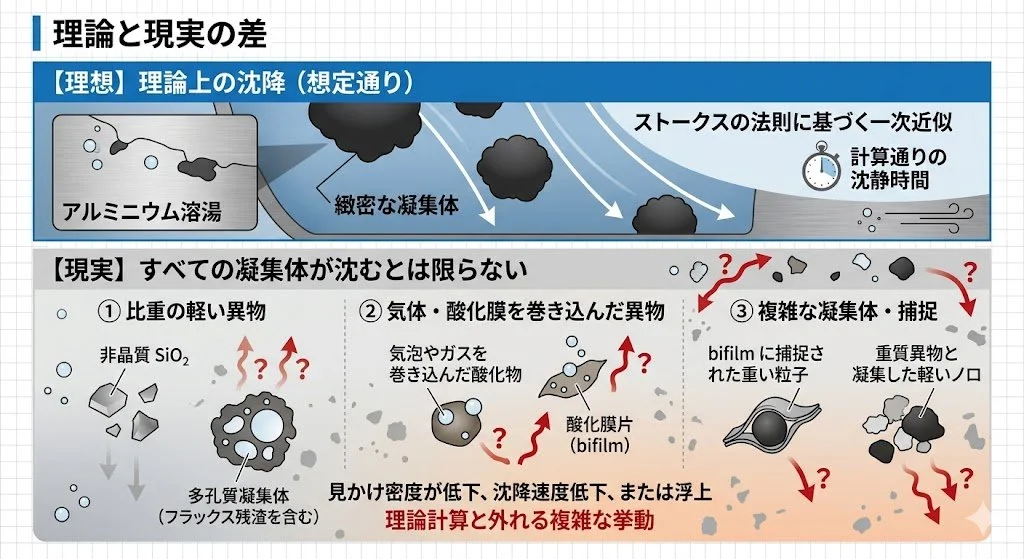
補足:すべての凝集体が想定通りに沈むとは限らない
本記事で示した沈静時間は,ストークスの法則に基づき,ある程度緻密な凝集体を仮定した一次近似の試算です.
実際の鋳造現場では,すべての異物や凝集体がこの想定通りに沈降するとは限りません.
たとえば,
比重の軽い非晶質 SiO₂
フラックス残渣を含んだ多孔質凝集体
Naフラックス使用溶湯に多いbifilm(酸化膜片)
気泡やガスを巻き込んだ酸化物
などは,見かけ密度が低下するため,沈降速度が大きく低下する,あるいは場合によっては浮上側に働くことがあります.
特に気体を巻き込んだ凝集体では,真の化合物密度よりも実効密度が大きく低下し,試算よりもはるかに沈みにくくなるケースがあります.
またアルミノシリケート系残渣や bifilm が溶湯中に多く漂っている場合,本来の密度差に基づく沈降・浮上挙動が妨げられ(トラップされ)ます.凝固時の熱伝導がよくなくて凝集していくケースもありますが、密度差の違うもの同士の沈降/浮上/浮遊・懸濁の過程でトラップされることで、凝固後に一見するとガス欠陥だけど中にBifilmやトラップされた酸化物がいたりします.またこういった部分は凝固の過程で温度の高いところに押し出され、そこが最終凝固点になることで引け巣もあるような複合欠陥になります
また重い粒子が膜状残渣に捕捉されて浮遊したり,軽いノロが重質異物と凝集して浮上しにくくなったりするため,理論計算通りの沈静/鎮静時間になりません
ナトリウムフラックス由来のアルミノシリケートやその複合体、 bifilm(酸化膜片)が溶湯中に漂っていると,ストークス沈降とは外れていきます.
参考文献
Ohya et al., Materials Transactions, 2020
Yang et al., Materials Transactions, 2015
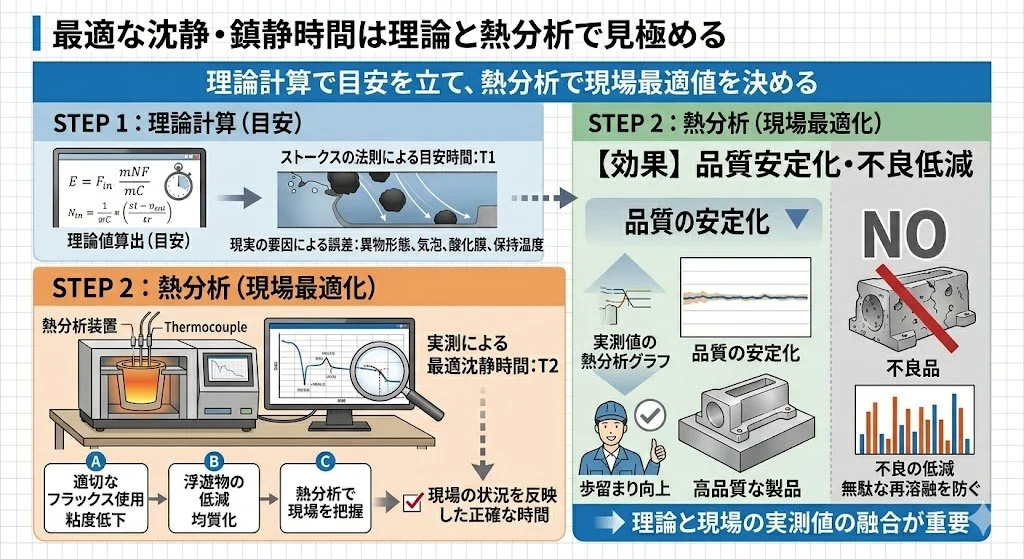
最適な沈静/鎮静時間は熱分析で見極める
ここまで,密度差や粒径をもとに沈静・鎮静時間の目安を理論的に整理してきました.
しかし実際の鋳造現場では,異物や凝集体の形態,気泡の巻き込み,酸化膜の状態,保持温度によって挙動は大きく変化します.
沈むものは沈める、浮くものは浮かせて除去するには、まずは適切なフラックスを使用してナトリウムフラックス由来の浮遊物を作らない、そして粘度を下げることです.すると浮くものは浮き、沈むものは沈むようになります
但し見えませんので、本来は熱分析で現場最適値を決めてください.結晶核(異種核)は豊富な方が凝固バランスが良くなり(先行凝固による局所閉塞が起きにくい)ますが、これも沈みます.また機械や方案によって最適値も異なります.
という考え方が最も実務的であり,不良低減と品質安定化に直結します.
(次回、「保持炉と汲み出しの間にフィルターがあるから大丈夫」の嘘)
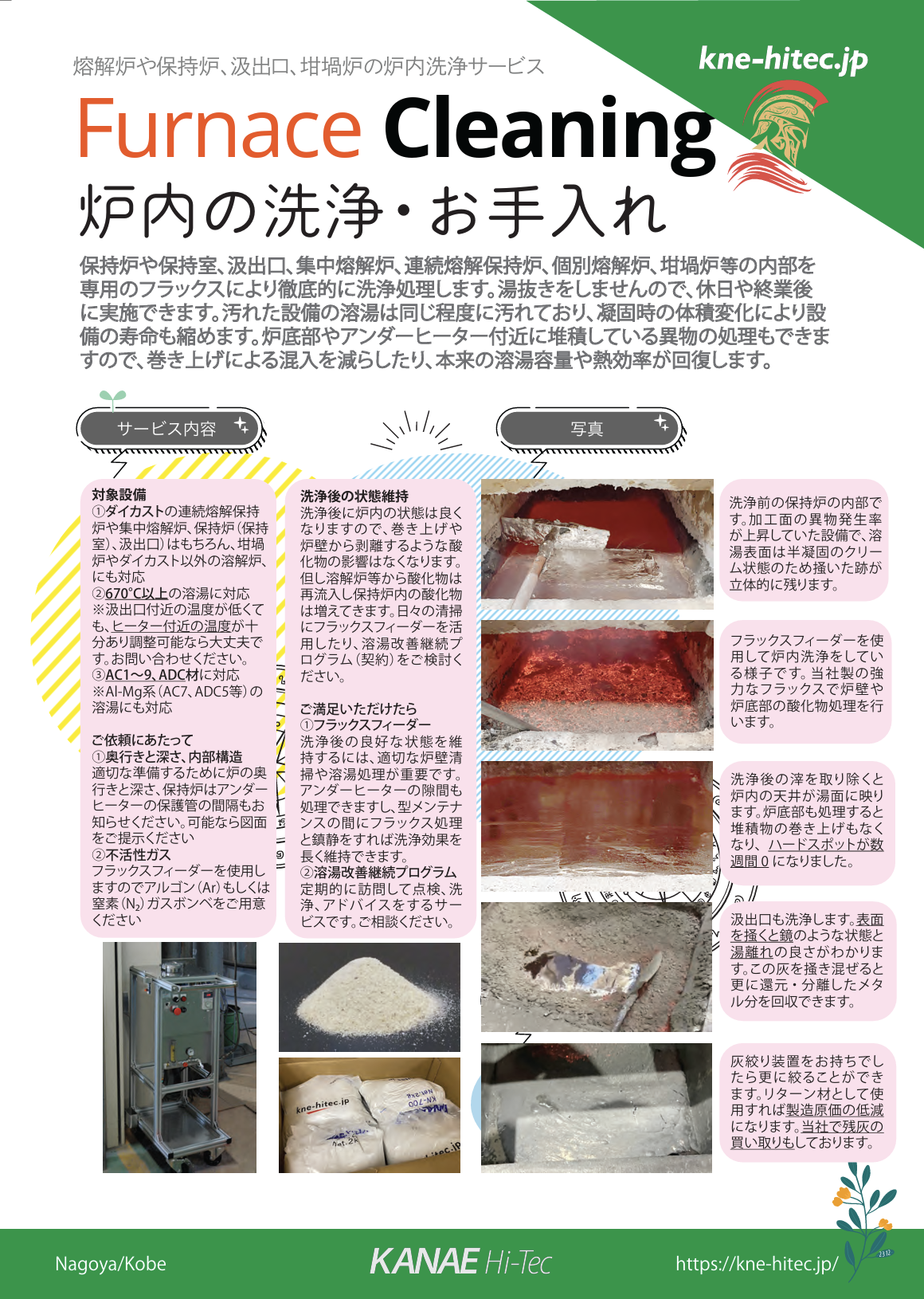
保持炉の洗浄サービスのご紹介 / Restore Your Melt Quality
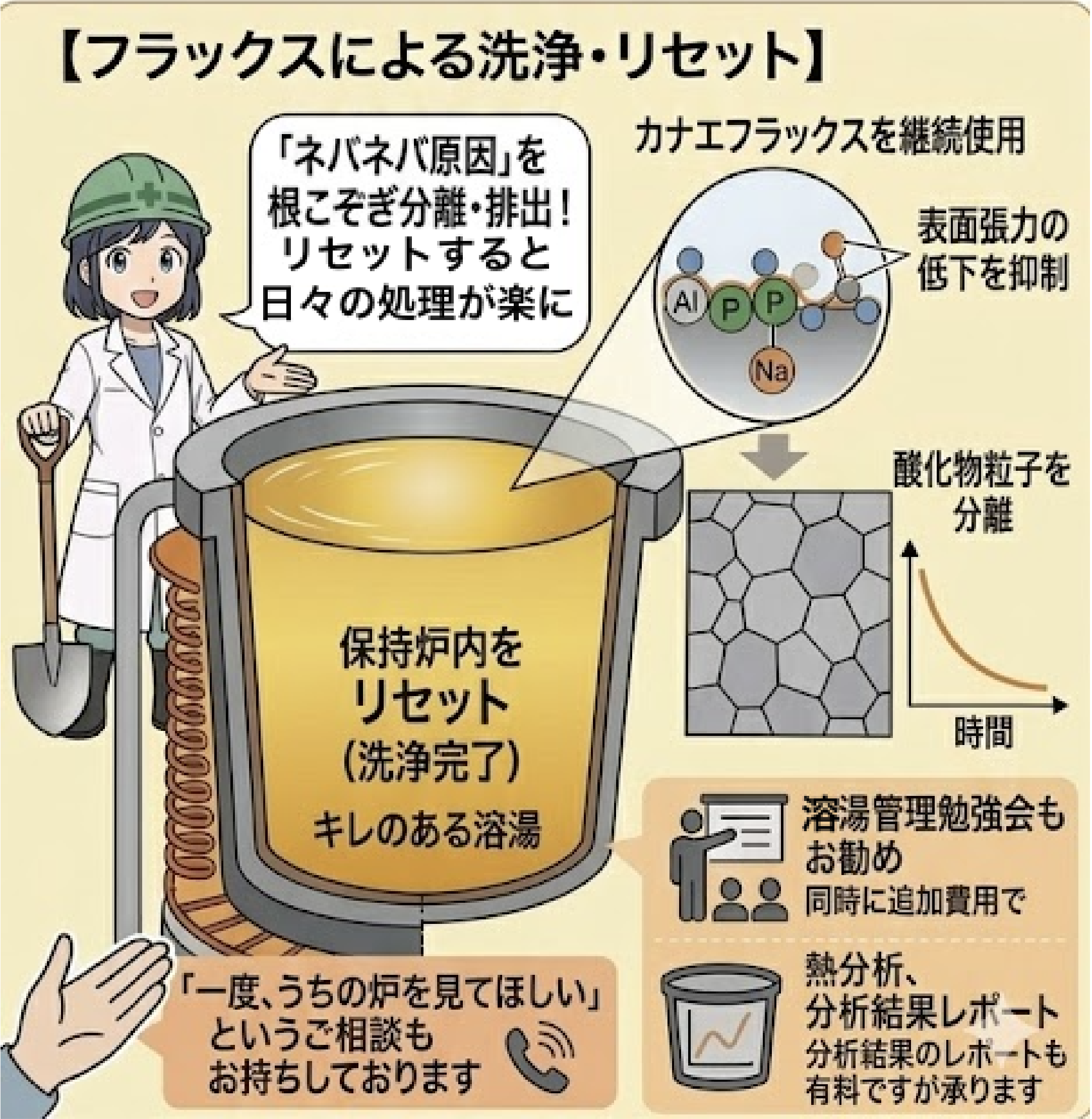
保持炉や汲出口の徹底洗浄で溶湯のキレを取り戻しませんか
当社のフラックスを使用した洗浄は、単に溶湯をきれいにするだけではありません.積もりに積もったナトリウム由来の「粘りの原因」も根こそぎ分離・排出します.保持炉ないを一度リセットした後、カナエフラックスを継続使用されると効果的です.追加費用はかかりますが、同時に溶湯管理勉強会や、熱分析もおお勧めします.分析結果のレポートも有料ですが承ります.
表面張力のある良い溶湯

アルミ溶湯と鉄の相性—溶け出しのその原因と対策

セラミックコート焼結した20Aのパイプ

20A x 1,330mm ※15Aタイプはありません
耐溶損インジェクションパイプ
ランスパイプが1ヶ月もつという会社さんもあれば、「交換したばかりなのに、もうパイプが薄くなっている……」という工場もいらっしゃいます
その違いの原因は何でしょうか
そもそも、なぜパイプが溶けるのか?
鉄製のパイプをアルミ溶湯に浸けると、接触した界面に反応層(Fe-AlやFe-Al-Si系の金属間化合物)ができます。この層が少しずつ成長・剥離を繰り返すことで、パイプの肉厚がじわじわ削られていく——これが溶損の正体です。
「Siが高いほど鉄を侵食しにくい」——現場でそう聞いたことがある方もいるかもしれません。
一般にAl溶湯中にSiが多いと、界面にFe-Al-Si系の反応層が形成され、これがある程度バリアとして機能します。研究レベルでも「Si%が高いほど反応層の成長が抑えられる」、つまり鉄が溶けにくい方向に働くことが報告されています
しかしSi%は界面反応に影響する因子のひとつではあるのですが、それだけでパイプ寿命を語るのは難しいのが現場での実感です。
現場で溶損速度を左右するのは、むしろこちらの要因です。
溶湯側のFeの飽和度(まだ吸収できるか)
SSパイプとの接触時間と局所温度
撹拌や流れによる反応層の剥離
パイプの材質と反応層の保護性
Si%だけを見て「この材料ならFeは溶け出さない」「この材料は危ない」と判断すると、材質選定を誤るリスクがあります。
低Feのアルミ合金が要注意
たとえばSilafont-36はFe含有量が0.15%以下に抑えられた低鉄アルミ合金です。溶湯中にFeが少ないということは、溶湯が「まだFeを吸収できる余力がある」状態ということです.低Fe管理されたAl-Si溶湯では,溶湯側がFeに対して未飽和であるため,鋼材と接触した際のFe溶出・界面反応が進みやすいその分、消耗が加速しやすいと考えられています.
SUSはむしろダメ
消耗に悩んで「パイプの材質を変えてみよう」となったとき、まず候補に考えがちなのがSUSです。
SUS(ステンレス鋼管)
「錆びにくい=長持ちするのでは?」と考えたくなりますが、アルミ溶湯では話が変わります。
アルミ溶湯中の実使用では必ずしも長寿命とは限りません.
むしろダメ
1)SUSはSSよりも熱伝導率が低く、膨張係数が大きいです
溶湯からの出し入れで内部に応力が溜まり、表面の反応層(酸化層)が割れます.
2)SUSにはNiやCrを含みます
NiやCrはアルミ溶湯と接触すると複雑な金属間化合物を形成します.その後、応力割れや繰り返し使用により表面の反応層が剥離し、ボロボロと崩れるように損耗します.Al-Ni系化合物も、Al-Cr系化合物も比重が重いため炉底沈降物になりやすいですが、酸化アルミや水素ガスを巻き込んだ複合片になると(見かけ密度が下がるため)湯面に浮き、ラドルに掬われると製品中に入ってしまい欠陥となります
ステンレスとはいえ主成分は鉄。NiやCrがアルミ溶湯と直接接触している以上、反応層の形成と溶損は避けられません。材料コストがSSより高い割に、寿命の改善幅が小さいケースが多く見られます.一方でSSは徐々に肉厚が減る形で損耗するため、結果として現場ではSSの方が長く持つと感じられます.
低Feアルミではないのにランスパイプが溶損する場合は下記をチェックしてみてください
1)フラックス処理中の温度を下げれないか
カナエフラックスは670°Cから反応します.下げても670°C以上にしてください
2)良かれと思ってSUSパイプを使ってないか
内部応力割れと反応層の剥がれ.SUSは応力割れを起こすため速く傷みます
3)回転脱ガスしているところに鉄パイプを入れてないか
反応層が流速によって剥離していくため速く傷む可能性があります

パイプの内側にもライニング
セラミック被覆のため内径は19.6mmと、20Aのわりにはやや狭め
セラミック被覆鋼管とは?
そこで注目したいのがセラミック被覆鋼管です。
鋼管をベースにしながら、接液面と内側を特殊な保護層でコーティングした構造になっています。鉄がアルミ溶湯に直接触れないため、Feが溶出しません


湯跳ねが大丈夫か
当社のフラックスフィーダーでは、湯はねはほとんどの場合大丈夫です.危険な湯はねはフラックスの切り出しが間欠的な場合や、秒当たりの供給量にムラがある場合に起きます.カナエのフィーダーはフラックスの切り出しが無段階に調整でき、単位時間当たりで一定量ずつ供給できます.
しかし20Aにして湯はねは大丈夫なのか、気になるお気持ちもわかります.ご想像どおり15Aと比べて、20Aの方が気泡が大きく成長しがちです.大きくなってから浮上すると湯はねが大きくなる可能性があります.気になる場合は以下のように対策してください.
(20Aとはいえセラミック被覆鋼管は被覆の厚みと、出口付近の釉薬の液溜まりもあって狭くなっているので15Aの内径とあまり差がなく、気泡(湯はね)は小さくなる傾向です)
対策
1)湯はねしてもいいように周囲を養生する、保護具をしっかり装着する
2)以前紹介した円盤状のもの(例:丸鋸刃)をパイプに付けるて跳ねをブロックする
3)流量をうまく調整する
4)炉上に蓋をつける
フラックスをガスに運ばせる仕組み上、ホース内では最低10m/s〜ほどの流速が常に必要です.0.4MPaの圧力で、流量はこの範囲で調整してみてください.遅いと5mのホース内で沈降→狭窄→閉塞します
(流量計からホース内流速が概算できます)
44L/min(実流量で20L/min)→10.7m/s(5mのホース内流速)
55L/min(実流量25L/min)→13.4m/s(ホース内流速)
ゴムホース(内径6.3mm)を通り抜けたフラックスは慣性と重量でパイプ内を落ちて行きます(ガスの流速はパイプ内では2〜1m/sに急減速しますのでガスではもはや飛びません)
一方で、フラックスの停滞・閉塞を起こさないために
流量は大き過ぎても、絞り過ぎてもダメです.上述のとおり、ホース内での流速は常に最低10m/s〜必要です.フラックスは常に一定量ずつ切り出し続けているからです.流速が出なくなったときにはフラックスが飛んでくれず、スクリューケースの直下やホース内で沈降して狭窄、やがて閉塞します.
流量が落ちてしまう状態はランスパイプを底突きした場合にも起きます.ガスの出口がなくなってしまうからです.炉底(深さ)を探る場合は斜めに着地してください.
フラックスを閉塞させてしまった場合は、(フラックスの切り出しスイッチをオフにして)できるだけセラミックコートのない鋼管部分をカンカン叩きながら、パイプに入った溶湯が抜けるようにまっすぐ溶湯から引き抜いてください

四分(15A)と六分(20A)のユニオン

内径は16.1mmと21.6mmですが、断面積は約1.8倍差
さて、湯跳ねせず、フラックスをランスパイプまで飛ばす設定ができれば、後はフラックスをできるだけ減速させずにパイプ内を落とすだけです
当社の標準使用ではランスパイプ側に六分(20A)のユニオンを採用していますが、この先で結局15A(作業時の持ち手になるニップルです.非消耗品部)に絞っています.粉体配管が途中で太ると、その部分で減速、壁面衝突が起こりやすくなるとも言われていますので、15Aユニオンの方が良い可能性があります.
出荷時の製品仕様(20Aソケット)でも問題は出ていませんが、気になる方は持ち手側ニップルにつながるユニオンを15Aに変えてみてください.

20Aには末端で拡げる
消耗品部に20Aを使う場合には、その直前部分で15A x 20Aの異径ソケットで広げてください.流速をできるだけ下げない接続です
アルゴンが推奨
ガスには窒素ガス(対空気比重0.97)とアルゴンガス(同 1.38)を使用できます.1atm(大気圧下)でアルゴンの方が約1.42倍重いのがポイントで、フラックスを落とす力になるとともに、炉の内側のフトコロ部分(溶湯湯面と炉縁トップのアキ・余裕高)に溜まってくれるため、湿気(水)を含む空気と絶縁(ガスカーテン効果)してくれます.
窒素じゃだめなのか?ですが、窒素はやや空気よりも軽いため溜まってくれず、条件によって窒化アルミ(AlN)などの介在物が発生し、製品中の異物欠陥や工具の摩耗や欠けの原因となる可能性があります.品質重視の現場ではアルゴンがおすすめです
実際に溶湯内の水素ガス量に差がでるかどうかについては、炉の形状や設備、運用にも拠ります.「劇的に不良が減った」「変わらない」両方の声があります.1.4倍重いことによるアルゴンのガスカーテン効果はあるはずですから、それをキャンセルしない運用ができれば不良対策に利用できるはずです
今回は以上です
(次回は鎮静について)
最後に、
溶損が課題、もしくは困ってはいないけれど気になる、セラミック被覆鋼管を試してみたい方は当社神戸オフィス(info(@)kne-hitec.jp)までご連絡ください.無料サンプルはありませんが、1本から販売が可能です(本数がまとまれば多少安くなる可能性があります)
ブログに書いているのは当社のノウハウのごく一部です.技術相談、保持炉洗浄のご相談もお待ちしております(全国出張可).
また溶湯の数値管理は各社未着手の領域です.熱分析装置とフィーダーがあれば、各社生産技術さまので独自の知見が蓄積できます.型側(温度や方案、鋳造方式など)の対策では攻めきれない不適合率削減や熔解歩留改善、燃料費削減などの社内目標の結果を上げやすい領域です.まずはWeb会議の予約から
ナトリウム系フラックスが引き起こす3つ目の異変(後編&まとめ) / The Triple Threat of Sodium in Aluminum Casting(Part2/2)
AIによるイメージイラストです.※当社よる徹底洗浄は溶湯がある状態で行います.
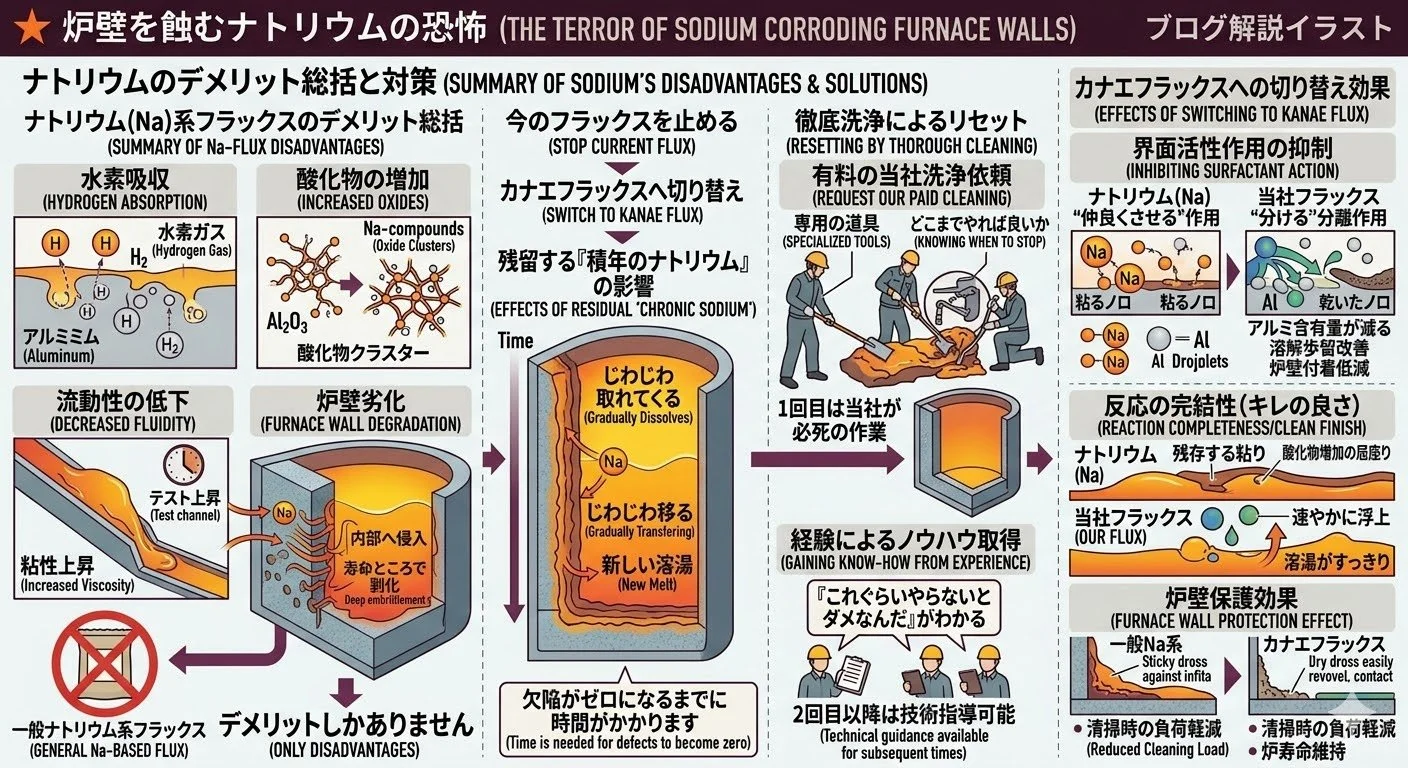
前回、ナトリウムはアルミ合金溶湯の湯面の皮膜を変化させ、水素吸収、酸化物の増加、湯流れ性低下の原因になるということと、
そして、添加してないから関係ないと思っていても実はフラックス経由でナトリウムが溶湯(溶融アルミ)に入ってしまっているケースが非常に多いこともお伝えしました.
...例えそうだとしても「ナトリウムは飛ぶから溶湯に残らないと聞いたことがあるし、どうなの?」と思われた方もいるかもしれません.
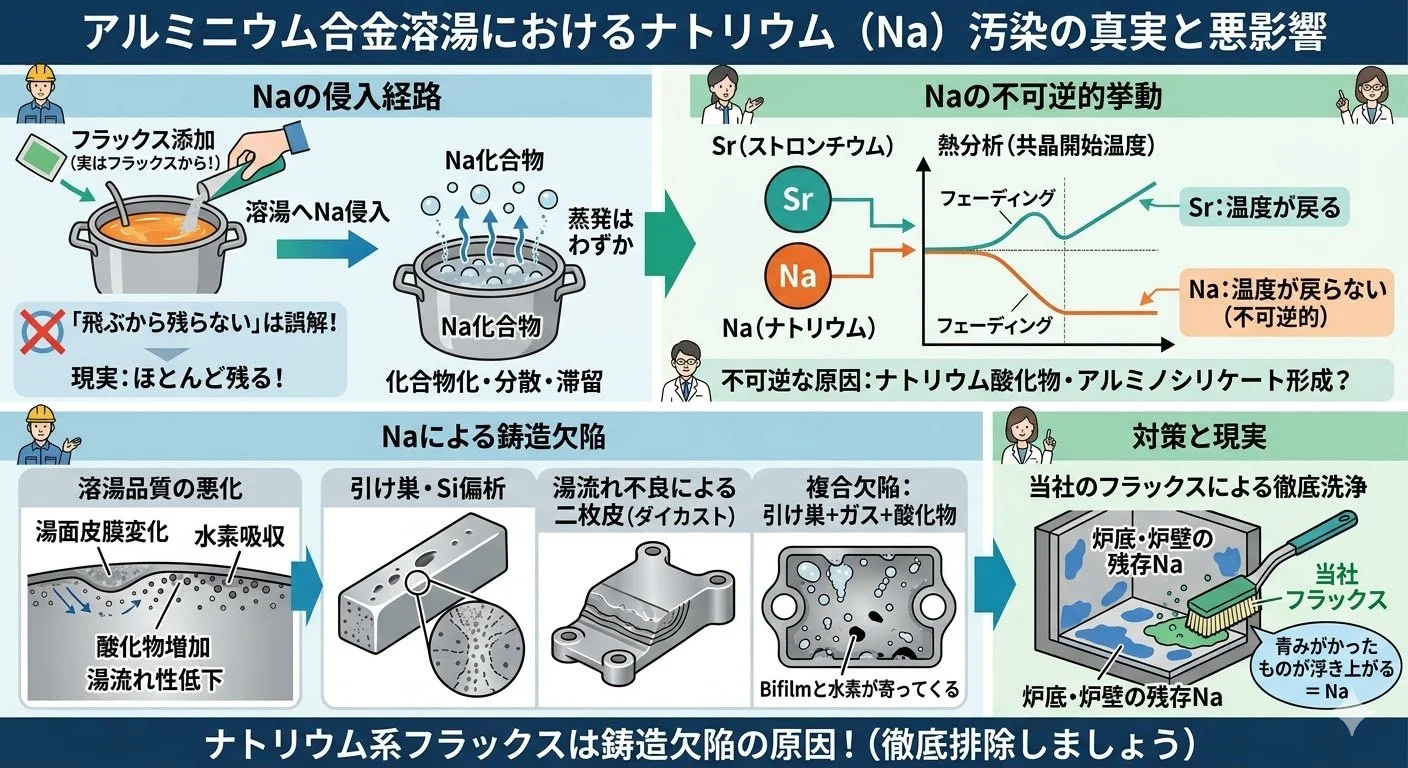
通常の熔解〜保持温度域でナトリウムの蒸発はこぐわずかで、酸化や化合反応によるナトリウム消費(フェーディング)が支配的です.
ほとんどのナトリウムは飛ばずに化合物化して、そのぬれ性のために溶湯中に分散・滞留しやすく、もはや分離できない状態になります.さらに当社の熱分析では、Srではフェーディングとともに共晶開始温度が元の状態へと戻るのに対し、Naはフェーディングしたとしても低下した共晶開始温度はその後も元の値に戻らない傾向が確認されています.
Naがこのような不可逆的なダメージを溶湯に残す原因については、溶湯中でのナトリウム酸化物やアルミノシリケート(ガラス相)形成との可能性が考えられますが、詳細なメカニズムについては今後の研究が必要です.とはいえ、事実は確認されていますので、皆さんは現場に活かせばいいだけです.
このようにナトリウム汚染された溶湯は(原因や機序は解明されていませんが)Siの凝固が始まりにくいために引け巣やSi偏析が起こり得ます.湯流れも悪いのでダイカストで二枚皮が起きます.どうしても冷えにくく凝固しにく場所にはBifilm(バイフィルム ※前回参照)と水素ガスも寄ってきますので、しばしば見かける「引け巣とガスと酸化物の複合欠陥」になります.
心当たり、ありませんか
当社の徹底洗浄時には炉底や炉壁から青みがかったものが浮き上がってくることはよくあり、これは当社のフラックスで除去されたナトリウムです.ナトリウム由来の反応物が炉内に長期間残存していることを示唆しています.
何度も言いますが、ナトリウム系フラックスは鋳造欠陥の原因です
さて本編の続き(後編)のスタートです
AIによるイメージイラストです.
炉壁を蝕むナトリウムフラックスの恐怖
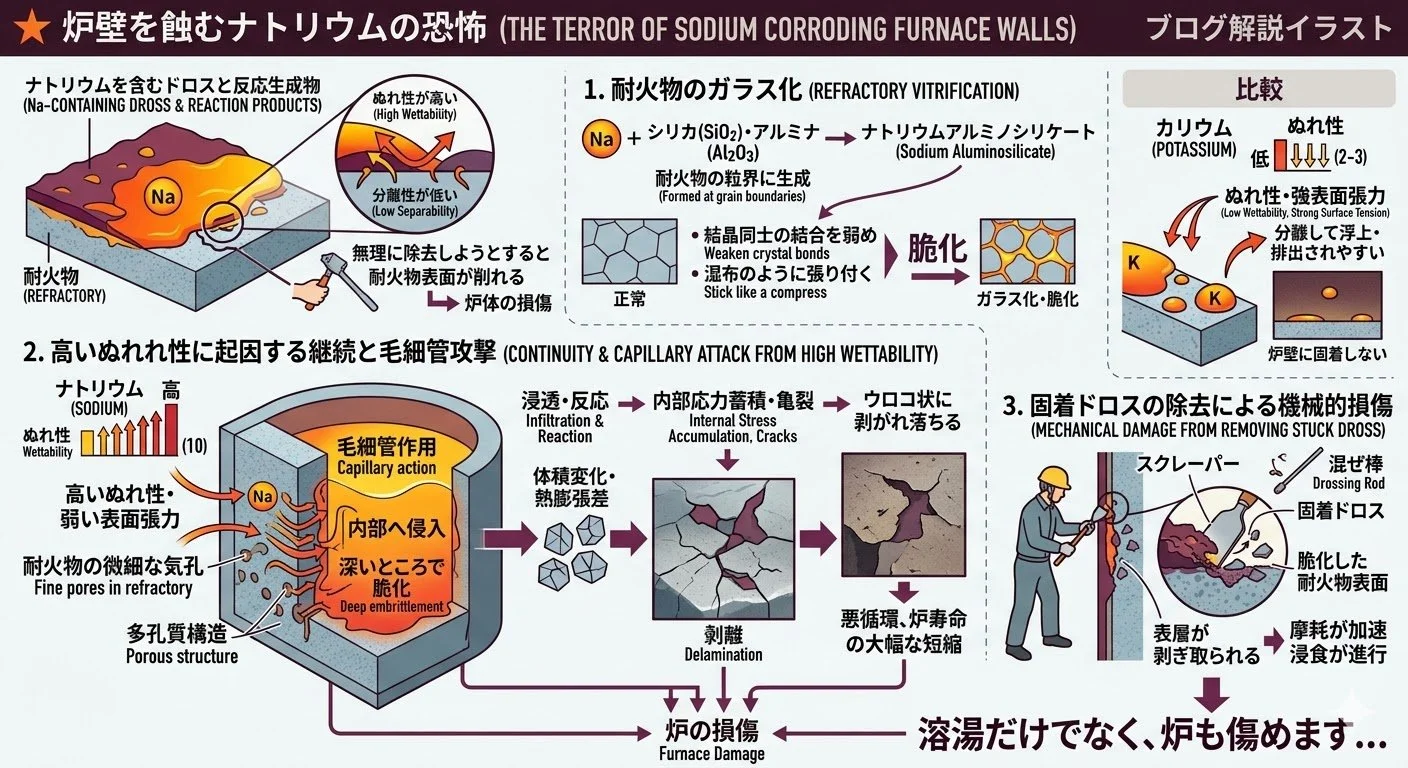
反応性が高いナトリウムは炉壁の耐火物とも反応しやすくなり、炉の損傷や寿命低下の原因となります.
特に問題となるのは、ナトリウムを含むドロスや反応生成物のぬれ性の高さ(=分離性の低さ)と耐火物表面に強く固着する点です.ドロスと一緒に除去しようとしてもビクともしない場合があり、無理にこそぎ落とそうとすると耐火物表面が削れ、炉体の損傷につながります.
主なメカニズムは次のように考えられています.
1. 耐火物のガラス化(脆化・低融点化)
ナトリウムは耐火物の主成分であるシリカ(SiO2)やアルミナ(Al2O3)と反応し、ナトリウムアルミノシリケートなどのガラス相を形成することがあります.このガラス相は耐火物の粒界に生成され、結晶同士の結合を弱め、ぬれ性が高いため湿布のように張り付いて耐火物組織の脆化が進みます.
2. 高いぬれ性に起因する毛細管攻撃
一方で、カリウム系フラックスを使用した場合にも低融点相が生成する可能性はあります.しかしナトリウム系とはその挙動が大きく異なります.
その違いは「ぬれ性」です
ナトリウム:ぬれ性(高↑↑↑↑↑)10だとしたら
カリウム:ぬれ性(低↓↓↓)2か3
※相対的なイメージです
ナトリウムを含む反応生成物は、耐火物や溶湯に対するぬれ性が高く表面張力も弱く、炉壁や溶湯表面に強く付着するだけでなく、耐火物の微細な気孔へ浸透しやすくなり、多孔質構造中へ毛細管作用によって内部まで侵入し深いところで脆化が進みます.
そして耐火物内部に浸透した溶湯やナトリウムが成分が反応すると、新たな化合物の生成に伴う体積変化が生じます.これに加え、生成相と母材との熱膨張係数の差により、加熱・保持サイクルのたびに内部応力が蓄積されます.その結果、耐火物内部に亀裂が発生し、表面がウロコ状に剥がれ落ちます.
一度剥離が始まると、そこからさらに浸食が進む悪循環に陥り、炉の寿命は大きく短くなります.
カリウム系フラックスの場合は、反応生成物の粘性も低く、耐火物や溶湯に対するぬれ性も小さく表面張力も強いため、溶湯中から分離して浮上・排出されやすい傾向があります.また炉壁にもベタベタと粘着しません
3. 固着ドロスの除去による機械的損傷
ナトリウムを含む酸化物や反応生成物は耐火物表面に強く固着するため、日常の清掃時に無理な除去作業が必要になる場合があります.このとき、化学的に脆くなった耐火物表面をスクレーパーなどで削ることで、表層が剥ぎ取られ、摩耗が加速します.このような機械的損傷の蓄積が、炉の寿命を大きく縮める要因となります.
溶湯や混ぜ棒、滓取り棒との接触によって削れやすい状態となり、浸食が進行します.
溶湯だけでなく、炉も傷めます...
ナトリウムの影響(まとめ)
AIによるイメージイラストです.
先週の内容と合わせて総括すると、ナトリウム系フラックスは「静かな破壊者」でもあるということです.
ナトリウムはAl-Si合金の共晶組織を微細化する改良機能もありますが、同時に溶湯表面の酸化皮膜を変化させ、水素吸収、酸化物の増加、流動性の低下、さらには炉壁の劣化まで引き起こす可能性を持っています.
ナトリウムは「残留し粘着する反応」、カリウムは「分離する反応」と言い換えることができます.
ナトリウム系フラックスにはデメリットしかありません.
不良対策の第一歩は今のフラックスを止めることです.
・・・・・・・・・・
今のフラックスをやめて、どうするか
当社のカナエフラックスに切り替えてください.もしくは、今お使いのフラックスのSDSを送っていただけたらご相談に乗れます.熱分析装置で調査したところ、ちゃんと効く他社製フラックスは2種類だけです
カナエフラックスは1箱(20kg)からお求めいただけます
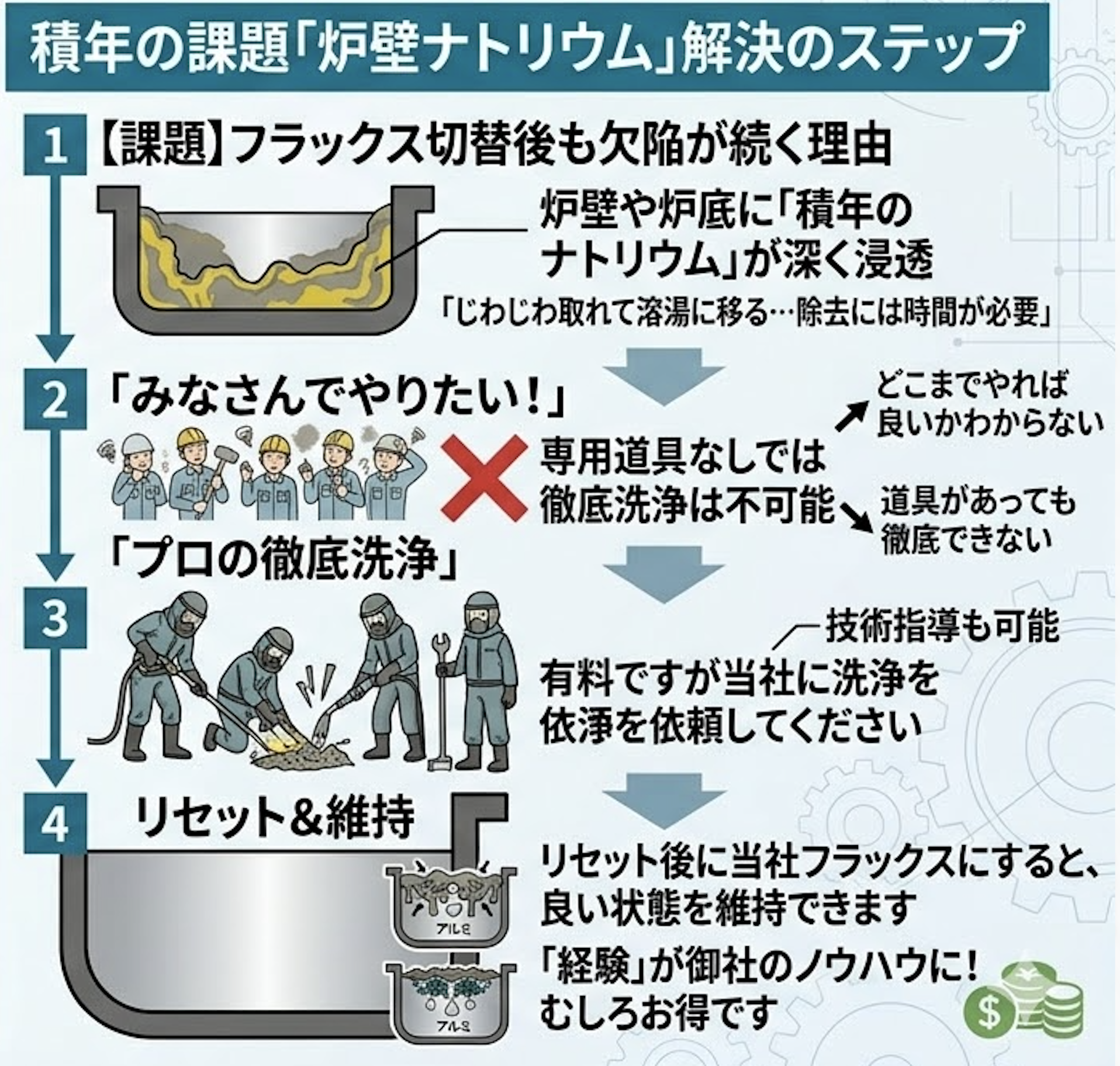
しかし、切り替えてすぐに欠陥がゼロになるわけではありません.なぜなら、これまでに蓄積された「積年のナトリウム」が炉壁や炉底にこびり付いているからです.じわじわ取れてきますが、除去できるまでには時間がかかります.炉壁や炉底から取れたナトリウムは溶湯に移るのでその影響はしばらく出ます.
AIによるイメージイラストです.
積年のナトリウムの影響をなくすためには、1回の処理で取り切ることです.
みなさんでやりたいお気持ちはわかりますが、できません
専用の道具があるからです
また、道具があっても徹底的にはおそらくやれないです.
どこまでやれば良いかがおそらくわからないからです.
こんなもんかな?でやめてしまうと、取りきれてません.
有料ですが当社に洗浄を依頼してください
当社の処理を見てからなら2回目以降はできるかも知れません
教えながらの徹底洗浄は無理(1回目は当社も必死の洗浄作業ですので教えている余裕はありません)ですので、別途そのための技術指導は可能です
リセットした後に当社フラックスにすると、しばらく良い状態を維持できます
「これぐらいやらないとダメなんだ」が経験でわかるのは、そのまま御社のノウハウに残りますので、むしろお得です
AIによるイメージイラストです.
カナエフラックス
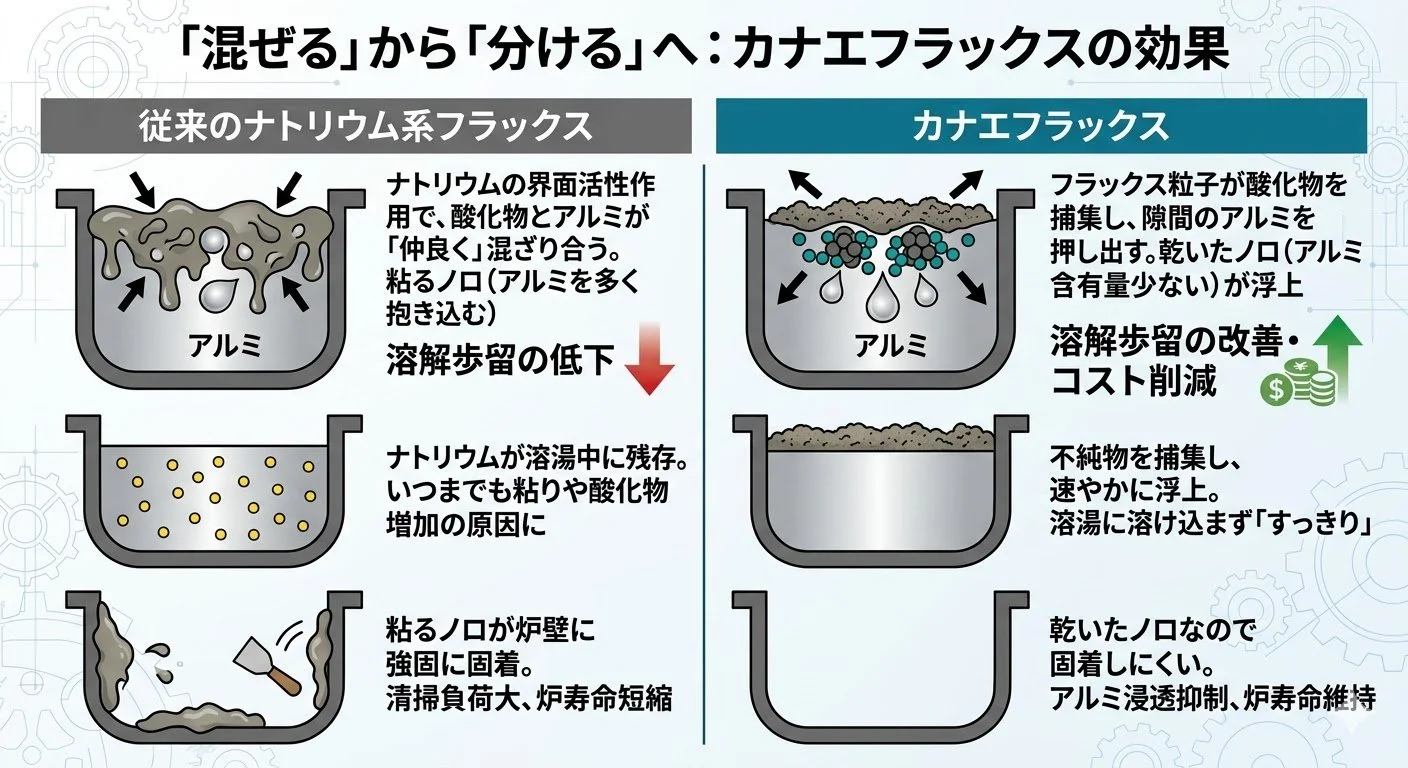
一般ナトリウム系フラックスとの違い――「混ぜる」から「分ける」へ
ナトリウムは溶湯中で酸化物との界面状態を変化させ、酸化物が溶湯を抱き込んだ「粘るノロ」になりやすくなります.いわば界面活性剤のように、本来は分離すべき酸化物と溶湯を「仲良くさせてしまう」作用です.
一方、当社フラックスは、分離すべき酸化物と溶湯を分ける働きをします.
1. 酸化物とアルミを「分ける」分離作用
ナトリウムによる「粘るノロ」の正体は、酸化物の隙間に液体アルミが入り込み保持された状態です.当社のフラックスは酸化物を捕集し、酸化物の隙間に入り込んだ液体アルミを押し出す作用があります.その結果、酸化物だけが乾いた状態で浮上しやすくなり、ノロ中のアルミ含有量が減って溶解歩留の改善や炉壁への付着低減につながります.熔解歩留が良くなりますので、当社に依頼いただくフラッシング費用やフラックス代はすぐに元が取れます
2. 反応の完結性(キレの良さ)
当社のフラックスは酸化物や不純物を捕集すると、安定した化合物の形を保ったまま速やかに浮上します.溶湯に溶け込んだり混ざり込んだりしにくいため、処理後の溶湯がすっきりしやすい特徴があります.これに対しナトリウムは溶湯中に残存する場合があり、いつまでも粘りや酸化物増加の原因として居座り続けます.
3. 炉壁保護への効果
酸化物が乾いた状態で分離されるため、炉壁への固着が起こりにくくなります.また不純物が速やかに浮上することで、耐火物の気孔へのアルミの浸透も抑えられる傾向があります.その結果、清掃時の物理的負荷が軽減され、炉の寿命維持につながります.
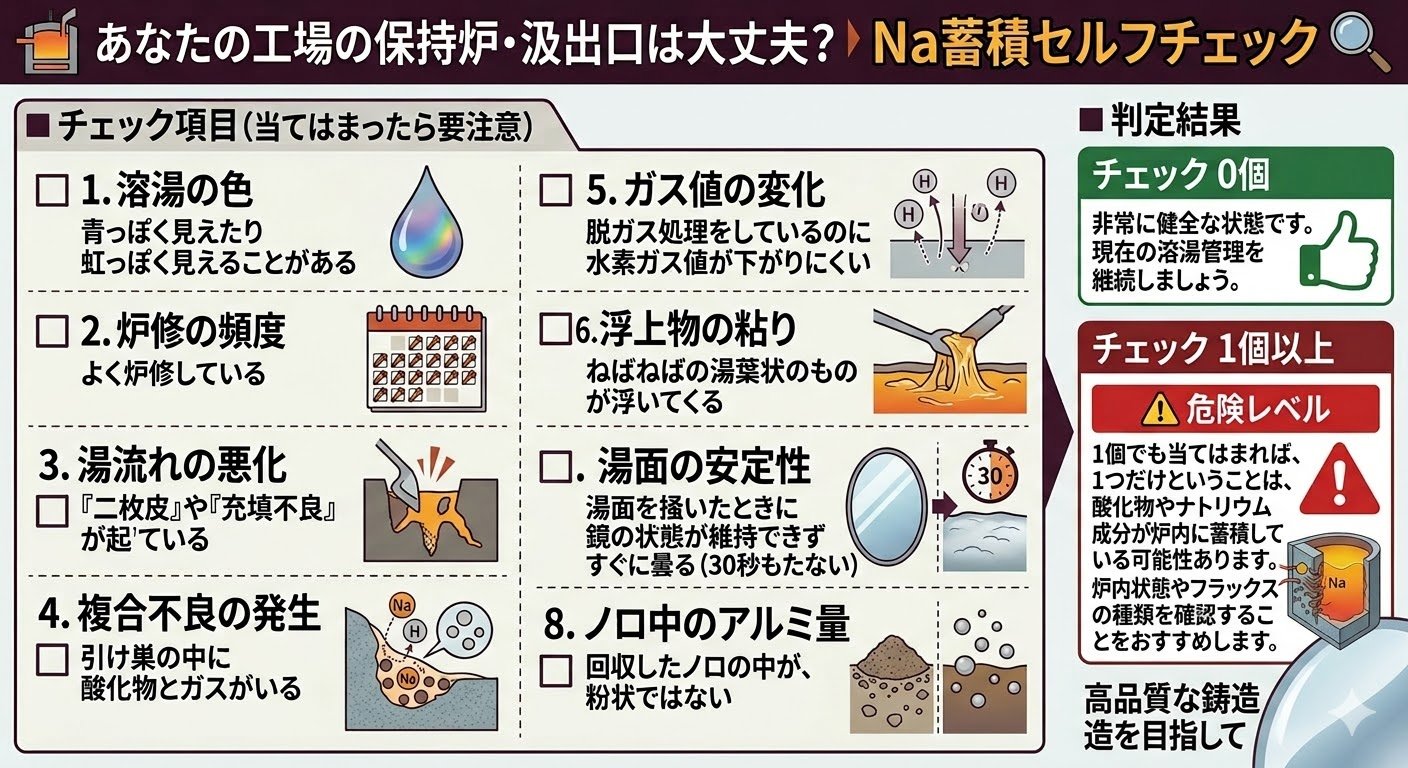
現在の炉の状態をチェックするセルフチェックリスト
チェック 0個
非常に健全な状態です.現在の溶湯管理を継続しましょう.
チェック 1個以上
⚠ 危険レベル
1個でも当てはまれば、1つだけということはないはずです.酸化物やナトリウム成分が炉内に蓄積している可能性があります.炉内状態やフラックスの種類を確認することをおすすめします.
保持炉の洗浄サービスのご紹介 / Restore Your Melt Quality
保持炉や汲出口の徹底洗浄で溶湯のキレを取り戻しませんか
当社のフラックスを使用した洗浄は、単に溶湯をきれいにするだけではありません.積もりに積もったナトリウム由来の「粘りの原因」も根こそぎ分離・排出します.保持炉ないを一度リセットした後、カナエフラックスを継続使用されると効果的です.追加費用はかかりますが、同時に溶湯管理勉強会や、熱分析もおお勧めします.分析結果のレポートも有料ですが承ります.

イメージです
「一度、うちの炉を見てほしい」というご相談もお待ちしております
【お問い合わせ・お見積り依頼はこちら】
info(@)kne-hitec.jp
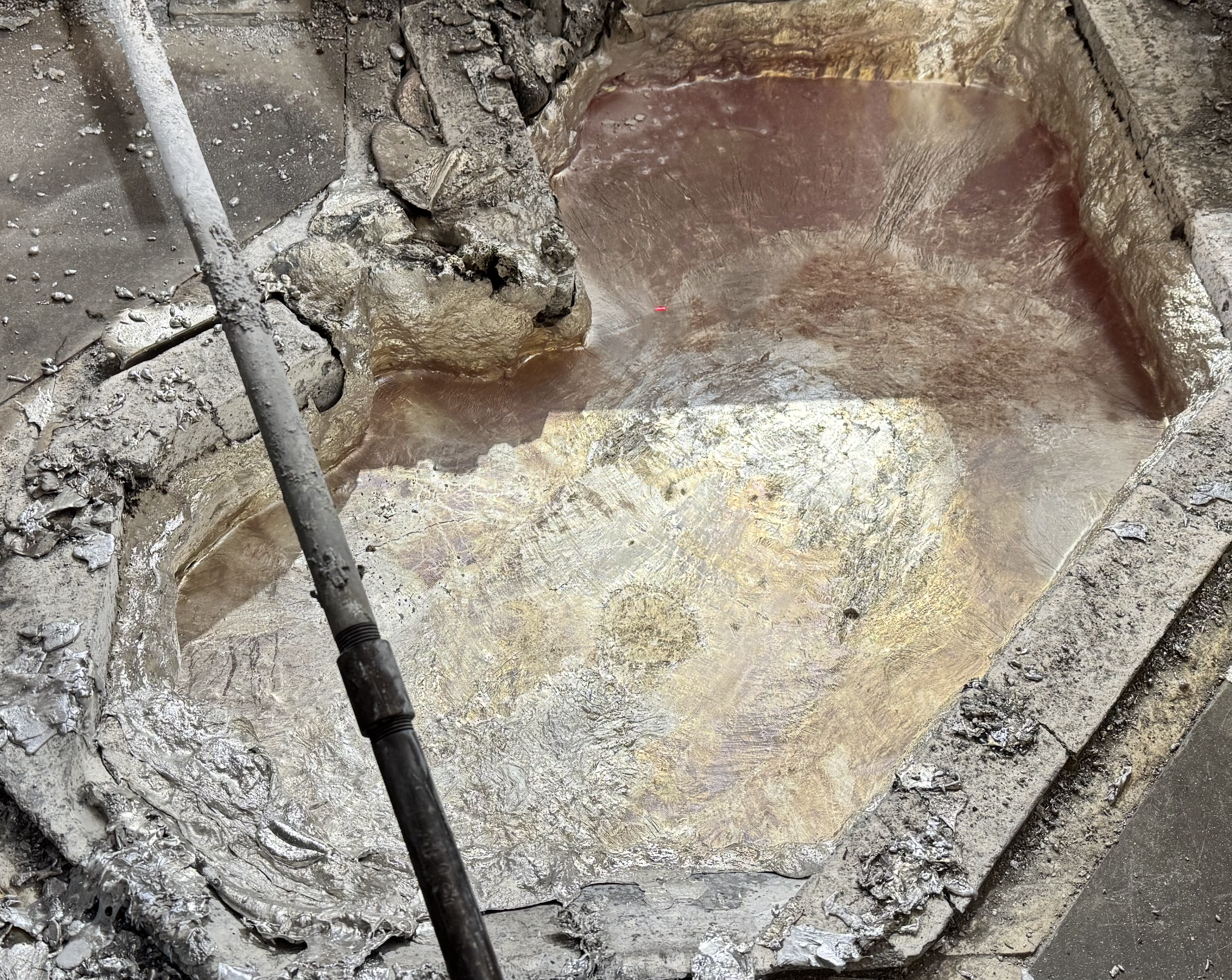
洗浄前の様子
湯面には虹模様(干渉色)がありますが、これはAlとNaとMg系の複合酸化物です.湯面の上下動でで炉壁に酸化物が固着しています.溶湯だけをきれいにしても、湯面のナトリウム化合物と炉壁、炉底から常に汚れが供給されます.

洗浄後の様子
湯面の虹模様は消え、炉縁の汚れも取れました.カナエフラックスで処理すると、表面張力が回復してアルミナの膜が切れにくくなり、湯面が上下しても溶湯が付着しにくくなります.カナエであれば、保持炉側のヒーターの隙間の汚れも洗浄処理できます.

洗浄後に表面張力の回復したアルミ溶湯.皮膜が切れにくいので酸化物が溶湯に入って行きにくく(=水素ガスを吸いにくい)、溶湯が炉壁に再びへばりつく様子もありません(=耐火物を傷めにくい)

ナトリウムが引き起こす3つの異変(前編) / The Triple Threat of Sodium in Aluminum Casting(Part1/2)

「溶湯表面が部分的に青っぽい」「虹のように見える」などと感じることはありませんか / Bluish rainbow appearance
今回は、その「青」の正体についてお話しします.
溶湯が青や虹色に見えるのは、ナトリウム(Na)の影響によって溶湯表面の酸化皮膜の性質が変化するためです.
アルミ溶湯の表面には通常アルミナの薄い酸化皮膜が形成されますが、Naが存在すると酸化皮膜の組成が変化し、Naを含む複合酸化膜が形成されます.この酸化膜は非常に薄い膜であるため、光が膜の表面と内部で反射して干渉し、青や虹色のような干渉色として見えることがあります.
Naは共晶の改良材として使われるため、あえてタブレット状のものを投入して添加している場合もあります.粗大な板状や針状のシリコン(Si)を微細な粒状に改良させ、機械的特性を向上させるためです(この目的にはNaよりSrをお勧めします).
一方で「うちはNaは入れていない」という声もよく聞きますが、調べてみると使用中のフラックスにNa化合物が含まれていたというケースは珍しくありません.長年使い慣れたフラックスでも、SDSを確認したことがない方は意外といらっしゃいます
フラックスの中にはNa化合物を含むものが多いです
Flux-Source Sodium: A Potential Risk
一度、お手元のフラックスの SDS(安全データシート) の成分欄に Na や ナトリウム、ソーダの表記がないか確認してみてください.
なお、SDSにすべての成分が記載されているとは限りません.「分からない」という場合は、ご相談ください..ナトリウムを添加しているつもりがないのに、溶湯中にNaが混入しているケースは少なくありません.

水素ガスを呼び込むNaの影響 / Hydrogen Gas Absorption
ご存知のように、ナトリウムが溶湯に含まれていると水素を吸収しやすくなり、ピンホールなどのガス欠陥が発生しやすくなります.これはナトリウムが、溶湯表面の状態や酸化皮膜の性質を変化させることによって起こる現象です.
主な要因は次のように説明されています.
ChatGPTによるイメージです
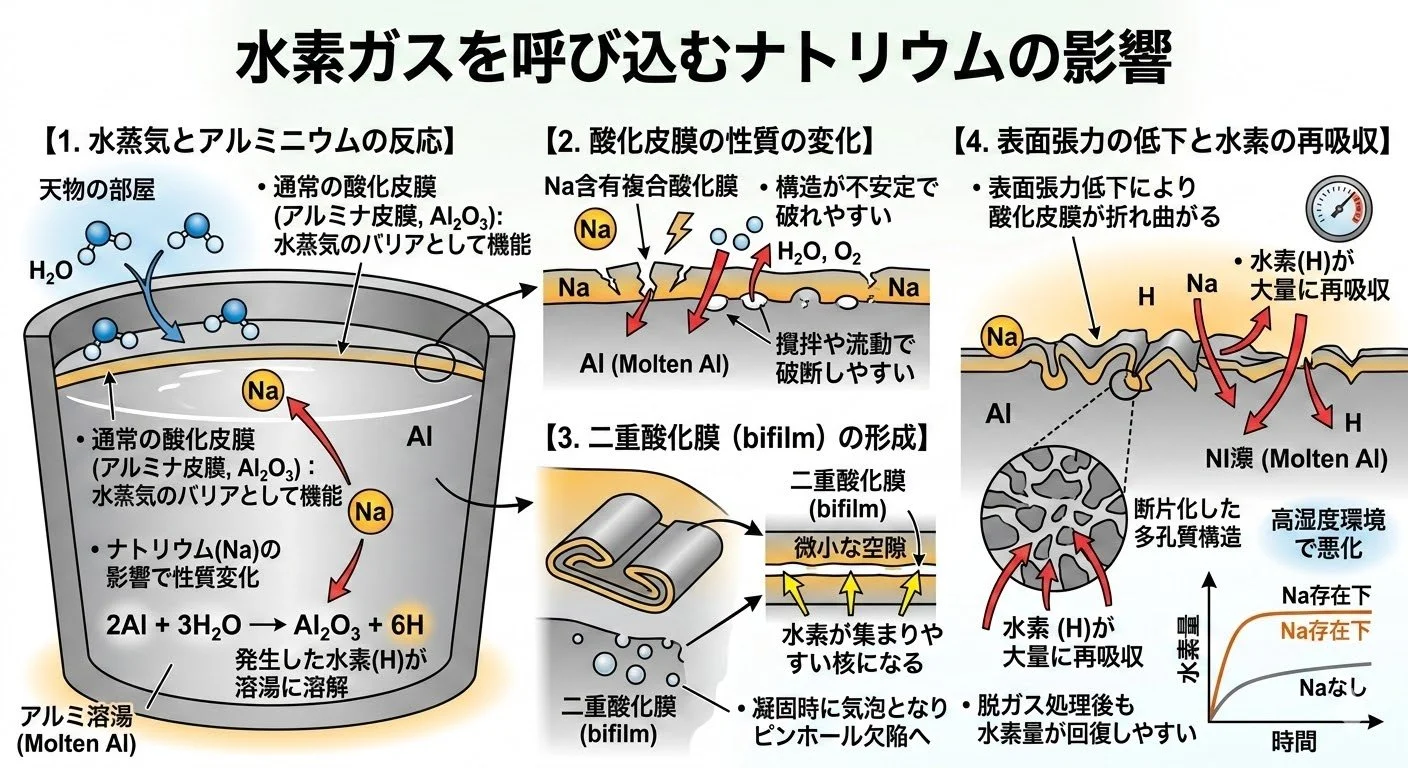
1. 水蒸気とアルミニウムの反応
そもそもアルミ溶湯はに、大気中の水蒸気と反応して水素を発生させる性質があります.この反応で発生した水素は溶湯中に溶解し、凝固時にピンホールなどのガス欠陥の原因になります.しかし通常の湯面にはアルミナからなる酸化皮膜が形成され、溶湯と大気との直接反応を(ある程度)抑えるバリアとして働いてくれています
ここにナトリウムが存在すると、この酸化皮膜の組成や性質が変化しバリアとして働かなくなります
2. 酸化皮膜の性質の変化
ナトリウムのいるアルミ溶湯表面の酸化皮膜は純粋なアルミナではなく、Naを含む複合酸化膜です.このような皮膜は通常のアルミナ皮膜に比べて構造が不安定になり、攪拌や流動によって破れやすくなることが知られています.その結果 溶湯と大気が接触しやすくなり、水蒸気との反応や酸化反応が起こりやすくなります
3. 二重酸化膜(bifilm)の形成
この不安定な複合酸化膜が破れて溶湯内部へ巻き込まれると、しばしば酸化膜が二枚重なった状態になります.二重酸化膜(bifilm/バイフィルム)*と呼ばれ、鋳造欠陥の原因としてよく知られています.*Campbell理論
この二重酸化膜の内部には微小な空隙があり、水素の集まりやすい核になります.凝固時に気泡として成長することで、ピンホールなどのガス欠陥として現れます.引け巣の中に酸化物巻き込みとガスも集まるような欠陥をよく見かけますが、この可能性があります
4. 表面張力の低下と水素の再吸収
またナトリウムはアルミ溶湯の表面張力を低下させる元素として知られています.表面張力が低下すると、溶湯表面の酸化皮膜がさらに破れたり折れ曲がったりしやすくなり、皮膜は断片化した多孔質構造になり大気に触れる表面積が増えてしまいます.湯面以上の表面積が大気に触れるためどんどん水素が入ってきます
そして脱ガス処理によって一度水素量を下げても、Naがいる限り水素を吸収しやすい状態は変わりませんので、脱ガス処理後も水素量が回復しやすく、また湿度が高い環境ではピンホール欠陥が増加しやすい傾向があります.
次は、粘性について
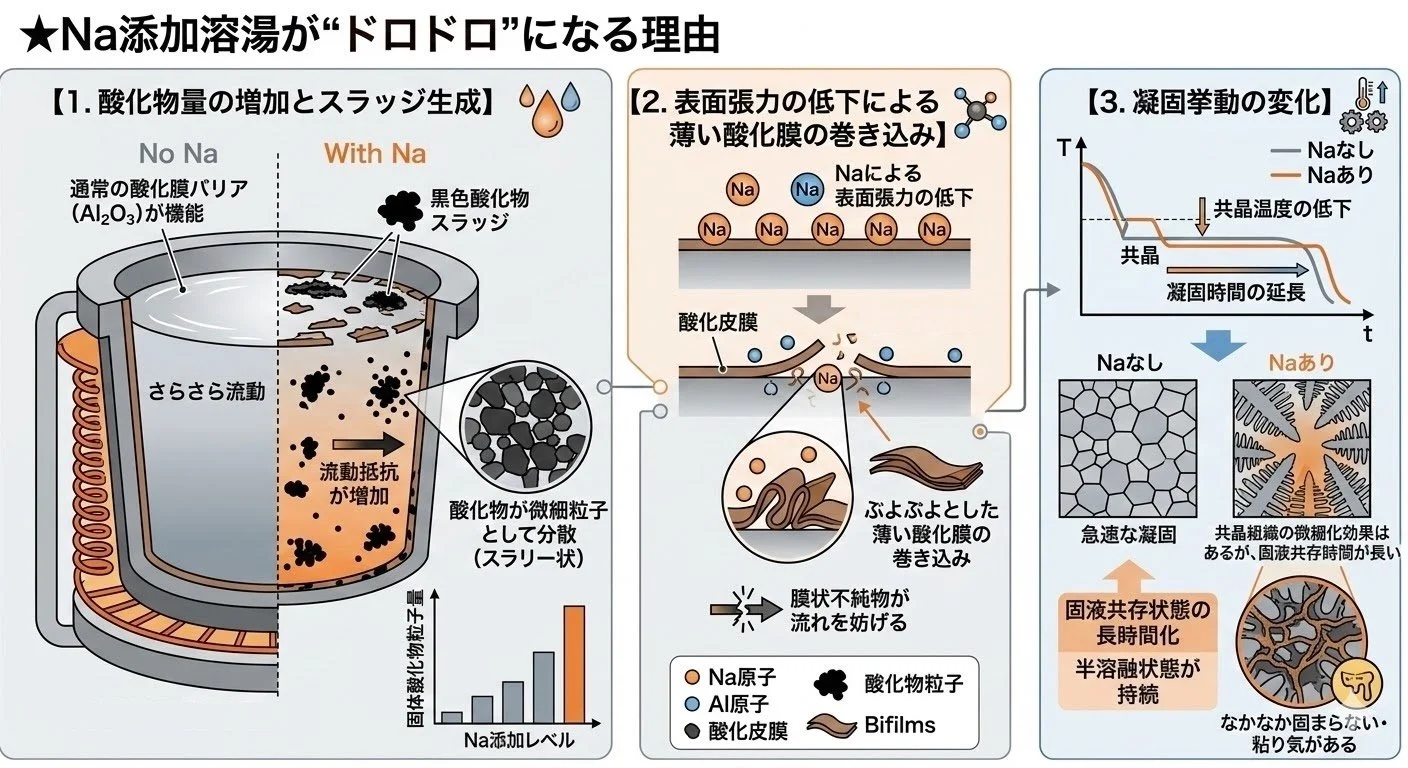
Na添加溶湯が“ネバネバ”になる理由 / "Sticky" Behavior of Sodium-Treated Aluminum
ナトリウムが溶湯に含まれていると、溶湯の流れが悪くなり、現場では「ネバネバした感じ」と表現される状態になることがあります.当社の熱分析においても、Naを添加するほどに共晶温度が低下し、かつ凝固時間が長くなる傾向が確認されています.
この現象は溶湯そのものの粘度が増したように見えますが、酸化物の生成や誤った溶湯処理により酸化物の練り込みが増え、溶湯が不純物を多く含んだ状態になることによって起こると言われています.主な要因は次の通りです.
ChatGPTによるイメージイラストです
1. 酸化物量の増加とスラッジ生成
アルミナの蓋が形成されないため、酸化物の生成や溶湯内部への巻き込みが増える傾向があります.その結果、酸化物が溶湯中に微細な粒子としても分散しやすくなります.これらの酸化物は固体粒子として溶湯中に存在するため、量が増えると溶湯はスラリー状の状態になり、流動抵抗が増します.
2. 表面張力の低下による薄〜い酸化膜の巻き込み
そしてアルミ溶湯の表面張力が低下すると溶湯表面に形成される酸化皮膜が破れやすくなり、容易に溶湯内部へ入っていきます.巻き込まれた薄いぶよぶよとした酸化膜は溶湯中で膜状の不純物として分散し、溶湯の流れを妨げる要因になります.
3. 凝固挙動の変化
ナトリウムそのものやナトリウム酸化物はAl-Si合金の共晶反応に影響を与え、凝固開始温度の低下や固液共存状態の長時間化をもたらすことが知られています.そのため温度が低下して凝固に近づいた領域では半溶融状態が長く続き、「なかなか固まらない」「粘り気がある」と感じられることがあります.
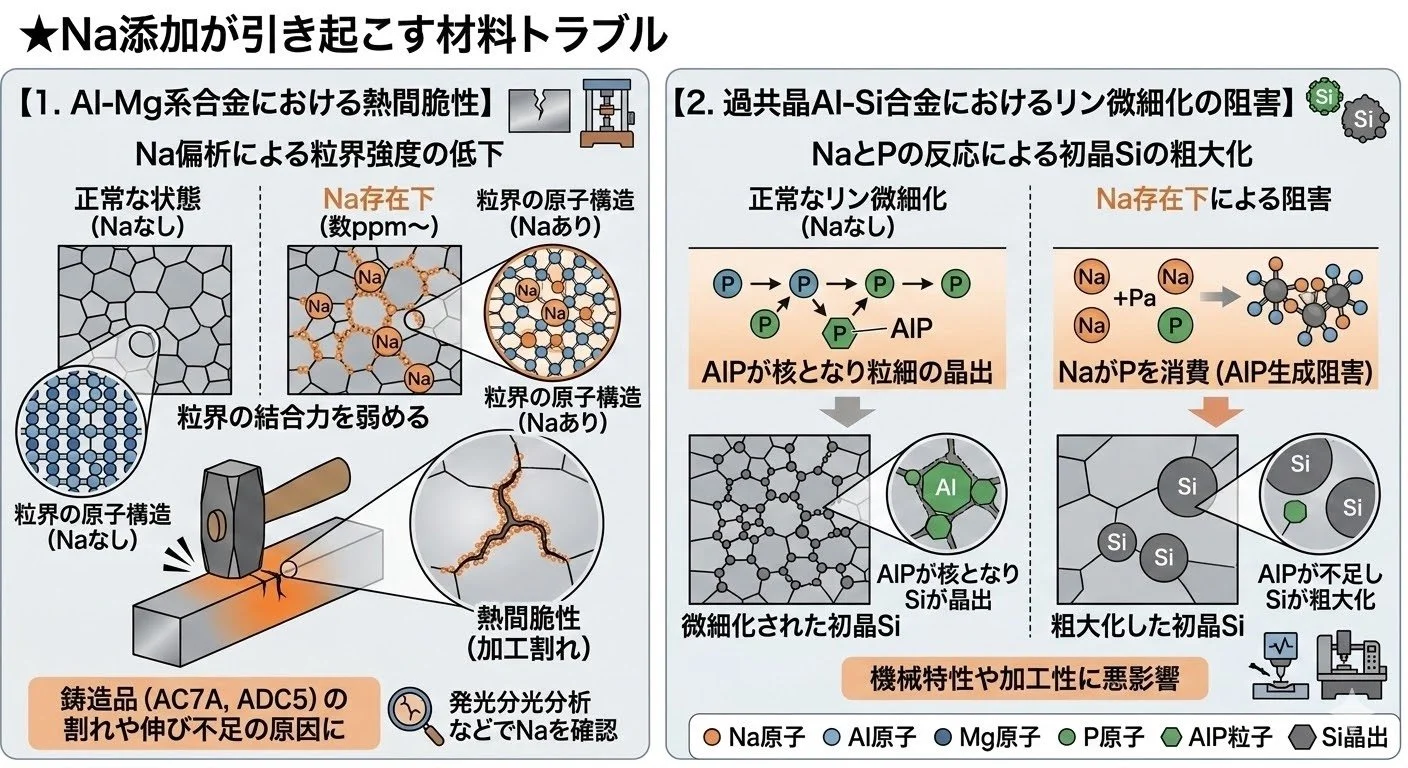
Naが引き起こす材料トラブル / Other Issues Caused by Sodium
あくまでもChatGPTによるイメージイラストです(正確ではありません)
ナトリウムは溶湯や炉への影響だけでなく、合金の機械特性や凝固組織にも影響を与えることがあります.
1. Al-Mg系合金における熱間脆性
Al-Mg系アルミ合金では、Naが数ppm程度残っているだけで、加工中に割れやすくなる「熱間脆性」を引き起こすことがあります.
ナトリウムはアルミ中への固溶度が非常に小さいため、凝固時に粒界へ偏析しやすい元素です.この粒界に偏析したNaが粒界の結合力を弱めることで、加工時の割れ感受性が高くなると考えられています.
もし現在、AC7AやADC5の鋳造で原因不明の「ひび割れ」や「伸び(靭性)の不足」が発生している場合は、発光分光分析などでナトリウムが混入していないか確認することをおすすめします.当社では不良サンプルをお預かりしての受託分析も行っております.
2. 過共晶Al-Si合金におけるリン微細化の阻害
過共晶Al-Si合金では、リン添加によって生成するAlP(リン化アルミニウム)粒子が初晶シリコンの核生成サイトとなり、シリコンを微細化することが知られています.
しかし溶湯中にナトリウムが存在すると、ナトリウムがリンと結合しやすいため、AlPとして機能すべきリンがナトリウムに消費されてしまいます.その結果、核生成サイトが減少してリンによる微細化効果が弱まり、初晶シリコンが粗大化することがあります.これが機械特性や加工性に悪影響を及ぼす場合があります.
※なお、上記の機序は諸説ある中でも比較的有力とされている説です.当社では、ナトリウム系フラックスは、溶湯にNaが残留していることを気づきにくいことや熱分析で得られた知見も含め、溶湯に与えるデメリットは大きいと考えています.自信を持ってカナエフラックスをお勧めします
(前編はここまでとなります)
ナトリウムの影響はそれだけではありません.
次回、炉そのものにも長期的なダメージを与える可能性についてや、解決策、セルフチェックリストを予定しています.
さて、こうしたナトリウムの影響は、溶湯中だけでなく炉内の付着物や沈降物にも蓄積していきます.日々のノロ取りだけでは取りきれない酸化物や反応生成物が炉底や炉壁に残り、それが溶湯に影響して「粘る溶湯」「湯流れの悪さ」の原因になることがあります.
保持炉の洗浄サービスのご紹介 / Restore Your Melt Quality
保持炉や汲出口の徹底洗浄で溶湯のキレを取り戻しませんか
当社のフラックスを使用した洗浄は、単に溶湯をきれいにするだけではありません.積もりに積もったナトリウム由来の「粘りの原因」も根こそぎ分離・排出します.保持炉ないを一度リセットした後、カナエフラックスを継続使用されると効果的です.追加費用はかかりますが、同時に溶湯管理勉強会や、熱分析もおお勧めします.分析結果のレポートも有料ですが承ります.
イメージです
「一度、うちの炉を見てほしい」というご相談もお待ちしております
【お問い合わせ・お見積り依頼はこちら】
info(@)kne-hitec.jp
洗浄後に表面張力の回復したアルミ溶湯.炉体の付着物も取れていて、再びへばりつく様子もありません.
フラックス処理のハンズフリー化案 / Ideas for Hands-Free, Unattended Flux Treatment! "Set It and Forget It" Fluxing

15Aの白ガス管を右側のように組んでホースとランスを吊る架台とします.軽い方がいいですし、10Aでも組めるかもしれません.黒いアーチ部品はホースハンガー(Amazonで購入).ホースハンガーのアーチに合わせてホースを沿わせます.
ランスを遠くに届かせたい場合は自転車のリム(これもAmazonで売ってます)を半円程度にカットして取り付けると良いです.その場合は、架台の先端のチーズからU字の部分を作ると前後のU字でリムを支えらそうです.リムであればこの幅を狭く作っても済みそうです.
荷重を支える、手前側のチーズとニップルへの負荷が増えますので、この首の部分が折れないようにしっかり金属用シール剤(ThreeBond 1110F、Loctite 567)等で固定するか、何か工夫が必要かも知れません(良いアイデアがございましたら教えてください)
必要なもの
チーズ x 3
エルボ x 4
継手ニップル300mm x 2
継手ニップル150mm x 2
継手ニップル50mm x 2
白ガス管 1000mm〜 x 1(適した長さを選んでください)
(English)
Custom Stand for Supporting Lance Pipes and Hoses
I will assemble 15A gas pipes (steel pipes) as shown on the right to create a stand for suspending the lance pipe and hose. Since a lighter stand is easier to balance, using 10A pipes is also a viable option if the assembly allows for it. The black arched component is a hose hanger (purchased from Amazon); the hose will be routed along the curve of this hanger.
If you need the lance pipe to reach further (such as the center or the back of the furnace), a good solution is to cut a bicycle rim (also available on Amazon) into a semi-circle and attach it. In that case, by creating a U-shaped section from the tee at the tip of the stand, you should be able to support the rim using the front and back U-shaped structures. Using a bicycle rim may also allow for a narrower width compared to the hose hanger setup.
Please note that the load on the front tee and nipple will increase. To prevent this "neck" section from snapping or failing, it may be necessary to secure it firmly with a metallic thread sealant (such as ThreeBond 1110F or Loctite 567) or implement other reinforcements. (If you have any good ideas for this, please let me know!)
Required Parts:
Tee x 3
Elbow x 4
Nipple (300mm) x 2
Nipple (150mm) x 2
Nipple (50mm) x 2
White gas pipe (1,000mm or longer) x 1 (Choose the length that best fits your needs)


この部分に荷重がかかります.ストリートエルボで少し細く作れます
The load will be concentrated on this section. Using street elbows will allow for a slightly slimmer construction.

単管を単管ブロックに差した状態
The scaffolding pipe (single pipe) inserted into the scaffolding block.
これは、単管ブロックと単管です
ブロックは1,500円、単管1mは700円程度です
ここに上図にある1mの白ガス管の部分を立てます
白ガス管を立てて、ランスパイプとホースを掛けて(吊って)フラックス処理をします.ホースが荷重で引っ張られて落ちないように、何かで引っ掛けるかウエイト(インゴット等)を置いて留めてください
但し、前荷重になりますので、炉縁にもたれ掛けさせると倒れません
(English)
Base Assembly and Setup for the Support Stand
This setup uses a scaffolding base block and a scaffolding pipe (single pipe). The block costs approximately 1,500 yen, and a 1-meter scaffolding pipe is about 700 yen. You will insert the 1-meter white gas pipe section shown in the previous diagram into this base.
Once the white gas pipe is standing, you can suspend the lance pipe and hose from it for flux treatment. To prevent the hose from being pulled down by its own weight, please secure it with a hook or by placing a weight (such as an ingot) on it.
Please note that the structure will be front-heavy; however, it will remain stable and will not topple over if you lean it against the edge of the furnace.

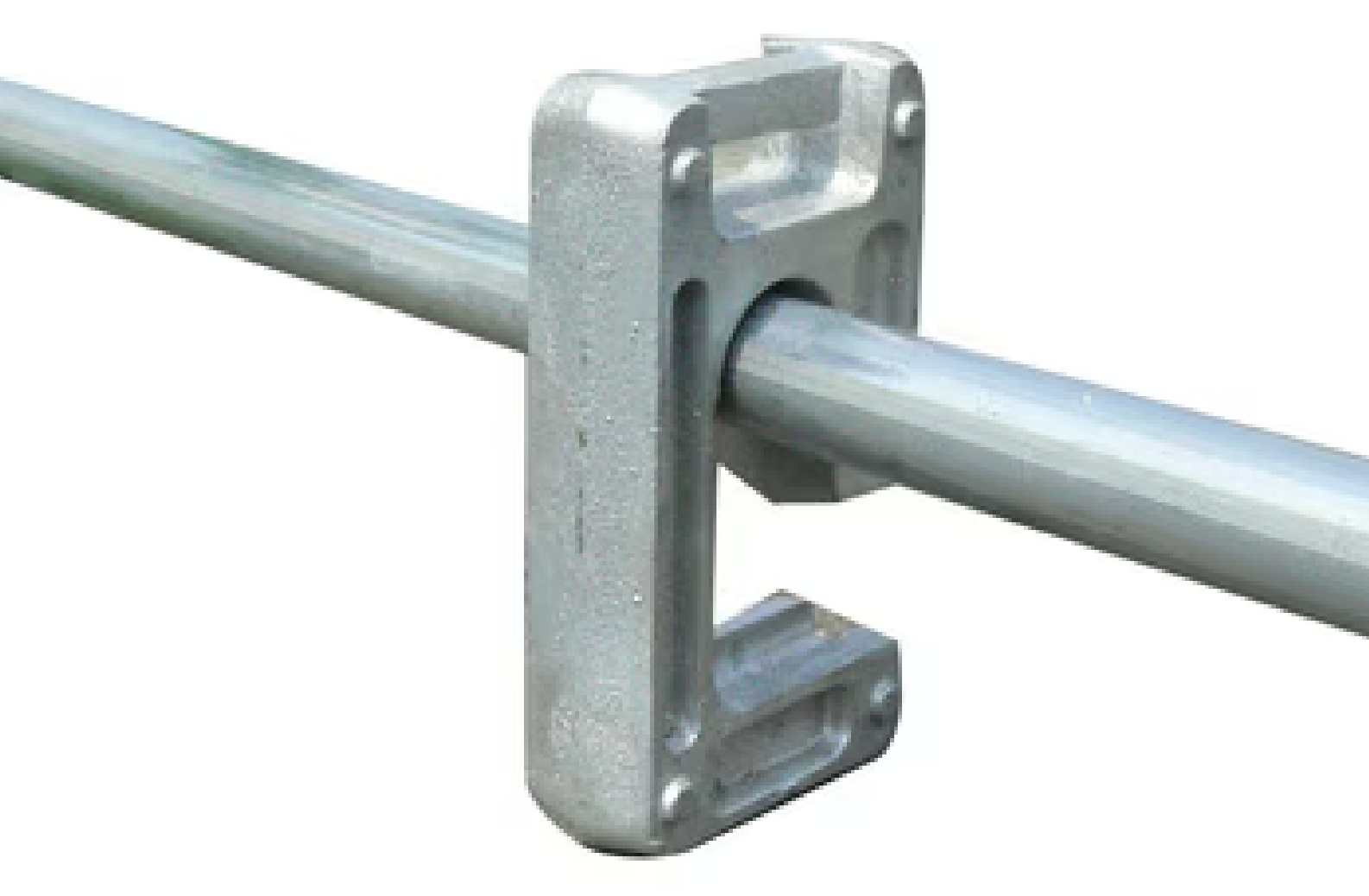
炉縁と単管にスペースを設けたい場合は、直交固定クランプを使います(自在クランプはダメです)If you need to create space between the furnace edge and the scaffolding pipe, use a right-angle fixed clamp (swivel clamps should not be used)
埋込み坩堝や、炉縁にもたれさせたくない場合はこのようにして荷重バランスをとって自立させてください
If you are using an embedded crucible or simply wish to avoid leaning the stand against the furnace edge, please balance the load as shown here to allow it to stand independently.

直交クランプを付けて、後ろに単管を伸ばしたもの(長ければ切ってください)A setup with a right-angle fixed clamp attached and a scaffolding pipe extending to the rear (please cut the pipe if it is too long).

垂木クランプに、程よい長さの角パイプを溶接か締結してください(写真は単管で代用したイメージ)Weld or fasten a square pipe of an appropriate length to the rafter clamp. (The photo shows an example using a scaffolding pipe as a substitute.)
後ろ向きに付けた単管に(ランスパイプの重さに相当する)カウンターウエイトを、あるいはアルミインゴットを上に置いてください Place a counterweight (equivalent to the weight of the lance pipe) or an aluminum ingot on the rear-extending scaffolding pipe.

もしくは、炉毎に単管用の固定ベースを深めのアンカーで固定して自立させてください Alternatively, for each furnace, install a fixed base plate for the scaffolding pipe using deep anchors to ensure the stand remains self-supporting.

ランスパイプの先端は炉底につかないように調整して、程よいウエイトで炉側にホースが引っ張られないように固定してください(硬いホースですので簡単には潰れません.重すぎると潰れるので注意)Adjust the tip of the lance pipe so that it does not touch the furnace bottom, and secure the hose with an appropriate weight to prevent it from being pulled toward the furnace. (Note: While the hose is rigid and will not collapse easily, excessive weight may crush it, so please use caution.)
いずれ公式に製品として当社製品に完全にフィットしたものを開発するかもしれませんが、それまでの神戸オフィスのアイデアとして参考になさってください.ご質問や技術アドバイスのご依頼(できましたら保持炉洗浄のご依頼も)神戸オフィス宛までお願いします
While we may eventually develop an official product that is perfectly tailored to our equipment, please feel free to use these ideas from our Kobe Office as a reference in the meantime. For any questions, technical advice, or requests for our holding furnace cleaning services, please contact the Kobe Office.

ランスとホースをセットしてガスを開、そしてフラックス供給のスイッチを入れるだけで、あとはフィーダー任せ!
保持炉・手許炉は何基お使いですか?炉と同じ台数のフィーダーがあれば、朝イチバッチも一人でしっかり処理できそうですね!
ご注文お待ちしております!!
Just set the lance and hose, turn on the gas, and flip the flux supply switch—the feeder takes care of the rest!
How many holding or bale-out furnaces do you operate? With a dedicated feeder for each furnace, even the first batch of the morning can be managed thoroughly by a single person!
We look forward to your orders!
20Aパイプを使う場合の注意点 / Precautions When Using 20A Pipes
(今回は計算系のTipsですので、結論だけ知りたい方はこのブログの最後に飛んでください)
管やホースで粉体を送る際の要素は、流速と流量です.ニードルバルブで生まれる圧力差が流速を決め、流速が粉を運び、流量が送れる粉の量を決め、レギュレーターで調整された圧力がそれらを維持するためのエネルギーです.
特別なランスパイプを使用する場合などにサイズが20Aしかない場合もあるでしょう.15Aから20Aに変えるには、おそらくレギュレーターの二次側圧力と流量を少し高めにする調整とと、フラックスの切出し量を少し下げる調整が必要です.湯はねのリスクは上がる可能性がありますので、蓋やシールドなどの湯はね対策の工夫はなさってください
一般的に当社のフラックス、この粉体がガスの中で沈降せずに浮遊して運ばれる限界速度は 10 m/s 前後 とされています。当社圧力調整器の2次側圧力が0.4MPaで、フィーダーの流量計で44L/min(実流量換算で20 L/min)という条件設定でざっくり計算してみました.5m(内径φ6.3mm)のホース内では、粉を詰まらせずに運べる最低限(10.7m/s)の流速のようです。設定流量を55L/min(実流量25L/min)に上げると13.4m/sとなり、粉体がホース内で沈殿してホースを狭窄・閉塞させる心配はなくなりりそうです.湯はねとのバランスで調整が必要です.
フラックスがホースを通過すると次はランスパイプです.ホース内で13.4m/sの設定でも、15Aのランスパイプに届くと急減速し2.05m/sになります.15Aであっても、もはやガスの流速だけではフラックスを送ることはできないとわかります.ですが、ランスパイプは立てて使いますので自重の力も合わせて落下していきます.20Aのランスパイプ中の流速は1.14m/sです.フラックスは5mのホース→ユニオンを経て流れ、ランスパイプでスピードが1/10〜1/20になります.ここに砂丘に砂が吹き溜まるようにフラックスの微細成分が停滞する可能性があります.もし、分解した際にユニオン辺りに小麦粉状の粉が溜まっているようなら、フラックスを切り出すモーターの回転数(rpm)を下げてみてください
つまり15Aのランスでもでも、20Aのランスパイプでももはやフラックスを飛ばす力はありません.パイプの中では落ちるのみ.その後は、溶湯重量による背圧(1mの深さであれば、0.0235MPa)に負けなければガスと一緒に溶湯内に出ていってくれるという訳です.あるお客さまで、独自に20Aのランスに変更してフィーダー処理をしておられるのを見て、なぜフラックスがつまらないんだろう?なぜ湯が暴れないのだろう?と不思議に思っていたのですが、このあたりに鍵があるのかもしれません
(English)
(This is another technical tip involving calculations. If you just want the conclusion, please skip to the end of this post.)
The key factors when transporting powder through pipes or hoses are flow velocity and flow rate. The pressure difference created by the needle valve determines the flow velocity, which carries the powder. The flow rate determines the volume of powder that can be transported, and pressure is the energy required to maintain these factors.
Switching from 15A to 20A pipes likely requires adjusting the regulator's secondary pressure and flow rate slightly higher, while slightly decreasing the flux discharge amount. Since the risk of splashing may increase, please implement splashing countermeasures such as using lids or shields.
Generally, the critical velocity required for our flux—this specific powder—to remain suspended in gas without settling is said to be around 10 m/s. I performed a rough calculation based on a setting where the secondary pressure of our regulator is 0.4 MPa and the feeder's flow meter reads 44 L/min (which converts to an actual flow rate of 20 L/min). In a 5m hose (internal diameter of φ6.3 mm), this provides a flow velocity of 10.7 m/s, which is the bare minimum required to transport the powder without clogging. Increasing the set flow rate to 55 L/min (actual flow of 25 L/min) results in a velocity of 13.4 m/s, which should eliminate concerns about powder settling and narrowing or clogging the hose. Adjustments are necessary to find the right balance with molten metal splashing.
Once the flux passes through the hose, it enters the lance pipe. Even with a setting of 13.4 m/s in the hose, the flow decelerates sharply to 2.05 m/s upon reaching a 15A lance pipe. It becomes clear that even with a 15A pipe, gas velocity alone is no longer sufficient to transport the flux. However, since the lance pipe is used vertically, the force of gravity assists the descent. In a 20A lance pipe, the flow velocity drops further to 1.14 m/s. After traveling through 5 meters of hose and passing through the union, the flux speed drops to 1/10th or 1/20th of its original velocity. There is a possibility that flux may accumulate here, much like sand forming dunes. If you find flux accumulating around the union when disassembling the unit, try lowering the RPM of the flux discharge motor.
In short, whether using a 15A or 20A lance, the gas no longer has the power to "blow" the flux through the pipe; within the pipe, the flux is simply falling. Beyond that, as long as the pressure is sufficient to overcome the back pressure from the weight of the molten metal (approximately 0.0235 MPa at a depth of 1m), the flux will exit into the melt along with the gas. I once saw a customer who had independently switched to a 20A lance for feeder treatment, and I wondered why the flux didn't clog or why the metal didn't become turbulent. The key may lie in these factors.

計測したところ、5mm幅で 54mmの高さのスリットでした
Upon measurement, the slits were 5 mm wide and 54 mm high.
スリットについて
当社では15Aのランスパイプの先端にこのようなスリットを入れることを推奨しています.底突きした場合にガスの出口がなくなってしまうからですが、スリットの面積を計算したところ500平方mmでした.15Aのパイプの断面積は204平方mmの2.5倍です.炉底によっぽど沈降物がある場合にはこれでも良いですが、何もなければ炉底のアルミ溶湯に届かないことになりそうです.先端が万が一塞がっても同じ面積の出口が横に確保されている状態を作るには、(炉底に厚い沈降物がない場合は)5mm幅でMax 20.4mmの高さのスリット2本で十分ということになります.20Aの断面積は366平方mmですので、Max 36.6mmのスリット2本(366÷5mm幅÷2本)までという計算になります
(結論だけ知りたい方はここから)
整理すると、
ホース内の流速について
10〜15m/sで調整されていれば5mのホース内にフラックスが停滞して詰まることは起きにくいはずです.ここに溜まって詰まる場合は、流速(ニードルバルブ前後の圧力差)が足りないと考えられるので圧力調整器の二次側圧力を上げてください.
ランスパイプ内の流速について
15Aでも20Aでもパイプ内には微風(2〜1m/s)程度の流速しかないため微粉末部分はこの風に乗りますが、顆粒成分は飛びません.顆粒成分はパイプを立てていれば、自重とガスの重さと1〜2m/sの流速で落ちてきます.大きい保持炉の炉奥を狙う場合にはランスパイプの角度が水平側に近づきますので、流速(圧力差)も流量も上げてください.
今回の内容については諸説あり、神戸オフィスの見解ですのでご質問や技術アドバイスのご依頼(できましたら保持炉洗浄のご依頼も)神戸オフィス宛までお願いします
(English)
Regarding lance pipe slits:
At KANAE, we recommend adding slits like the ones shown here to the tip of our 15A lance pipes. This is to ensure an exit for the gas in the event the pipe hits the furnace bottom. However, upon calculating the area of these slits, I found they totaled 500 $mm^2$—nearly 2.5 times the 204 $mm^2$ cross-sectional area of a 15A pipe. While this is acceptable if there is significant sediment at the furnace bottom, under normal conditions, the gas might escape before even reaching the molten aluminum at the very tip. To ensure that an equivalent exit area is maintained on the sides even if the tip is blocked (assuming no thick sediment), two slits with a width of 5mm and a maximum height of 20.4mm are sufficient. For a 20A pipe, which has a cross-sectional area of 366 $mm^2$, the calculation suggests two slits with a maximum height of 36.6mm (366 ÷ 5mm width ÷ 2 slits) are enough.
(Summary: Read from here if you just want the conclusion)
To summarize the key points:
Hose Flow Velocity
If the flow velocity is adjusted between 10–15 m/s, flux is unlikely to stagnate and clog the hose. If clogging does occur here, it is likely that the flow velocity (the pressure difference across the needle valve) is insufficient. In such cases, please increase the secondary-side pressure of the regulator.
Lance Pipe Flow Velocity
Whether using 15A or 20A pipes, the velocity inside the pipe is only about the strength of a light breeze (1–2 m/s). While fine powders can ride this air, granular components rely on gravity and will only descend properly if the pipe is held vertically. If you are aiming for the back of the furnace and the lance pipe angle approaches a horizontal position, you must increase both the flow velocity (pressure difference) and the flow rate.
These insights represent the technical perspective of our Kobe Office. For questions, technical advice, or requests for holding furnace cleaning services, please contact the Kobe Office directly.
流量計と実流量 / Key Points for Interpreting Flow Meter Scales
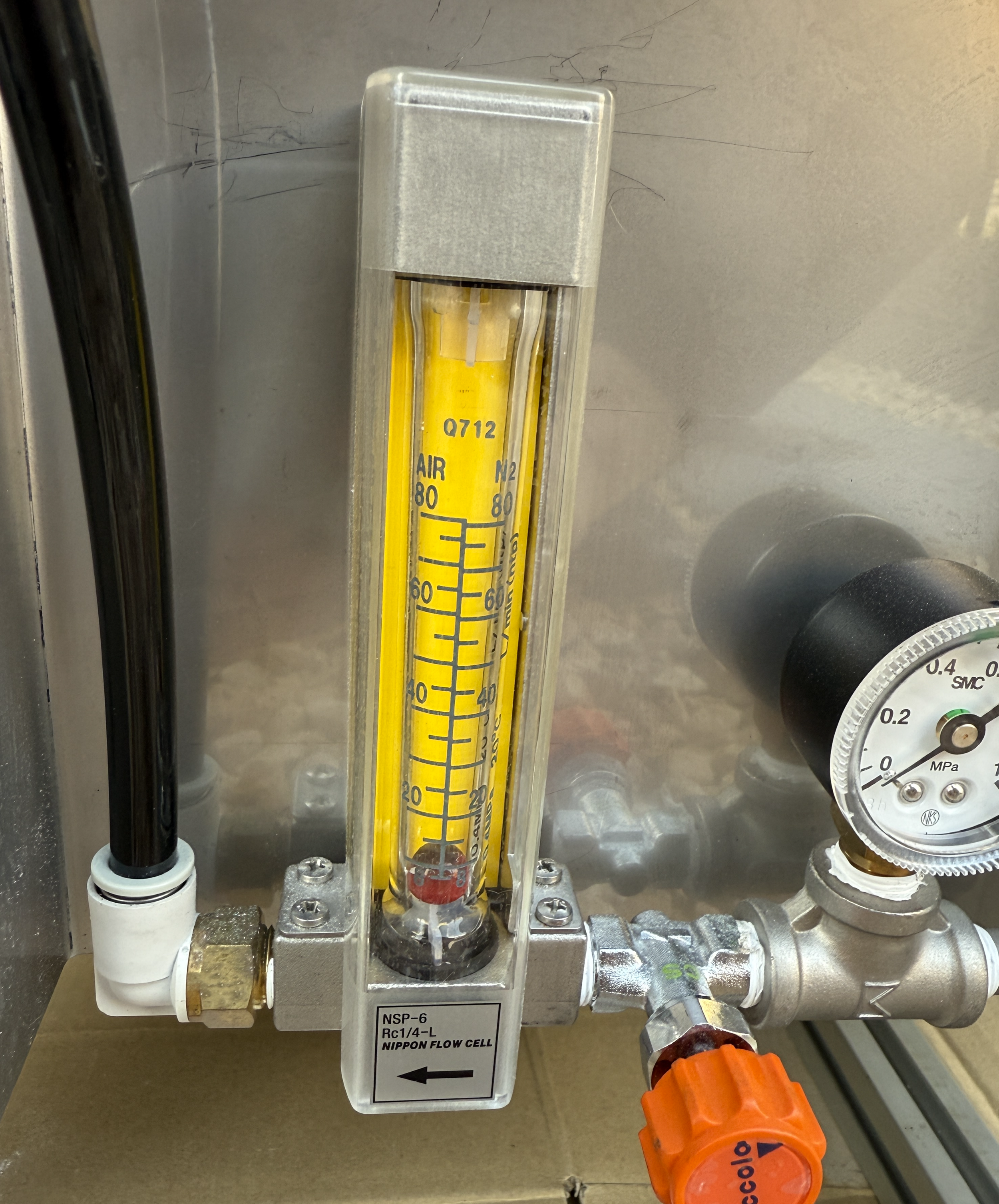
日本フローセル社製 NSP-6 Q712
(今回は計算系の情報ですので、結論だけ知りたい方はこのブログの最後に飛んでください)
カナエのフィーダーに採用している流量計はこちらです.出荷時期によって異なるものが付いているかも知れません.流量計に書いてあるように、内部圧力(入口/出口圧力)が0.4MPaの N2(窒素)用です.窒素ガスボンベが接続されて0.4MPaの圧力が流量計内にかかっているときの流量を目盛りから読み取れます
ところが、当社の出荷状態ではニードルバルブの後に流量計が来ていますので、流量計内部の圧力は0MPa(ゲージ圧)=大気圧(1atm)です.つまり、実際のガス流量よりも、目盛りでは約2倍(2.2倍)に増幅されて見えます
ガスボンベの内容量にしては思ったより長く使えるな?と計算した方がいらっしゃるかも知れませんが、これが原因です.この目盛上の流量の半分ほどの実流量しか流れていません.0.4MPa仕様の流量計なのに、その取り付け位置ではゲージ圧で0MPaだからです.
つまりこの流量計の目盛に実流量という意味はありません.炉の深さが1mのときは「レギュレータの二次側圧力を0.4MPaにして、本体の流量計の目盛りで40L/minがちょうどよかった」と感じたら次回もその条件に合わせられれば良い、つまり目盛は目印です.こうすることのメリットは3つあります.
①目盛の解像度が上がる
本来数ミリしか動かない浮子が、数センチ単位の動きに増幅されて動いてくれるため、わずかな流量の変化が肉眼ではっきり捉えられます
②微調整が圧倒的に楽に
ギリギリの流量を狙う際に、繊細なバルブ操作が可能になります
③詰まりの予兆がわかりやすく
フラックスがランスパイプ内で詰まる予兆として、浮子がスッと下がる瞬間があります.実の流量よりも高く浮子が浮いていますので、沈み込みがわかりやすいです
(English)
(This post covers the technical calculations behind our equipment. If you just want the conclusion, please skip to the end of this blog.)
The flow meter used in KANAE feeders is shown here (the specific model may vary depending on the shipment date). As indicated on the device, it is calibrated for Nitrogen (N2) at an internal pressure (inlet/outlet pressure) of 0.4 MPa. This means it accurately measures flow when the flow meter itself is pressurized to 0.4 MPa by a connected nitrogen cylinder.
However, in our system configuration, the flow meter is positioned after the needle valve. Consequently, the internal pressure of the flow meter is effectively 0 MPa (Gauge Pressure), which is equivalent to atmospheric pressure (1 atm). Because of this pressure difference, the float on the scale is "amplified," showing a reading approximately 2 times (2.2x) higher than the actual gas flow.
If you have ever calculated your gas cylinder consumption and thought, "This is lasting much longer than expected," this is the reason. At a setting of 0.4 MPa, the actual flow rate is only about half of what is shown on the scale.
Strictly speaking, the values on this scale do not represent the "actual flow rate." Instead, the scale serves as a reference marker. For example, if you find that "40 L/min at 0.4 MPa" works perfectly for a furnace depth of 1m, you simply need to match that same mark next time. Setting up the equipment this way provides three major benefits:
1. Higher Scale Resolution A float that would normally only move a few millimeters is amplified into a movement of several centimeters. This allows the naked eye to clearly detect even the slightest changes in flow.
2. Significantly Easier Fine-Tuning When aiming for a precise, minimal flow rate, this setup allows for much more delicate and intuitive needle valve operation.
3. Clearer Warning Signs of Clogging When flux begins to clog inside the lance pipe, the float will momentarily drop. Since the float is hovering higher than the actual flow would normally dictate, this "sinking" motion is much easier to notice, allowing for quicker troubleshooting.
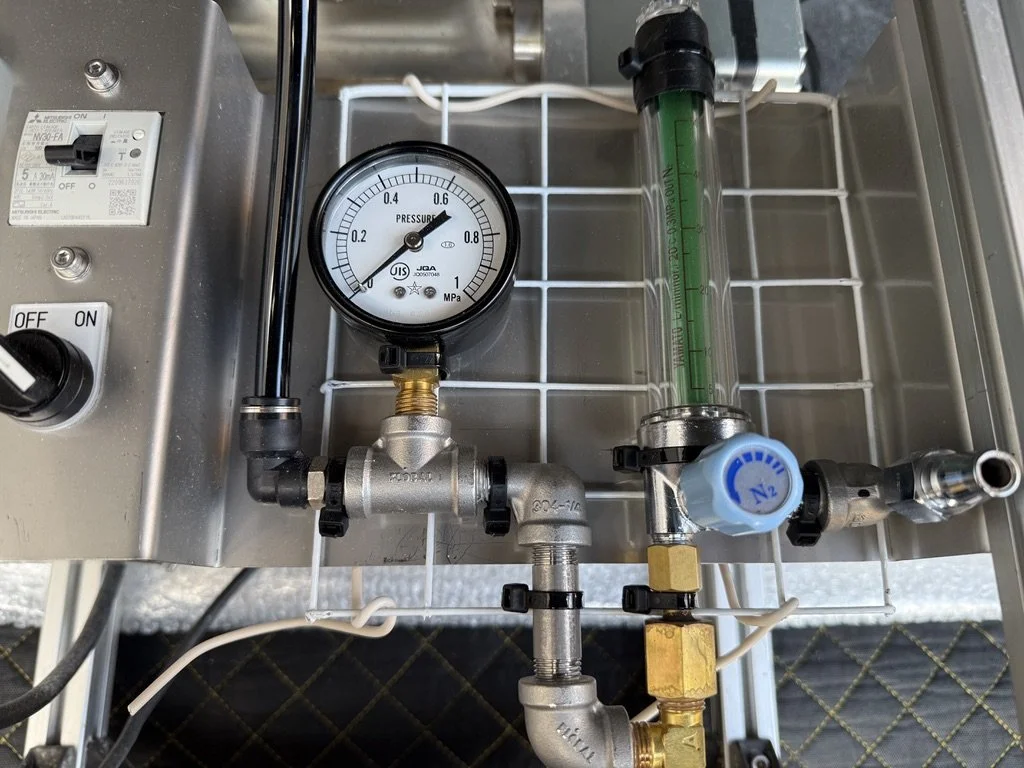
ヤマト産業社製 FR-50-N2
次にこの写真は神戸オフィスで使用している受託作業(溶湯処理、炉壁洗浄)用のフラックスフィーダーです.流量計と圧力計の位置を入れ替えました.このように、ニードルバルブの手前(ボンベ側)に流量計を設置すると、目盛から「実流量」を直接読み取れます.修理がてら、計算どおりの圧力や流量表示になるか確かめるために組んでみました
実際に受託した洗浄作業で使用してみたところ、圧力計は(深さ約1mの溶湯からの背圧を受けていても)ゲージ圧でほぼ0MPa(1atm)を指し、湯はねしにくいちょうど良い流量を湯面を見ながら調整したところ20〜25L/minでした.だいたい計算通りです.ホースとランスパイプで7mほどありますが、計算では背圧はほぼ0(0.0235MPa)です.背圧とはガスの流れとは逆方向の圧力=経路の流れにくさです.装置設計が優秀な故かもしれません.この構成の場合は、ランスパイプやホース内で狭窄や閉塞が起きるとこの2次側圧力が上がります.(圧力急上昇(=閉塞)をトリガーにして、フラックスの切り出しを自動的にオフにする回路もやろうと思えばできそうです)
さてこの流量計の設計条件は、表示からもわかるように内部圧力(入口/出口圧力)が0.3MPaの N2(窒素)用です.0.3MPa用の流量計ですが、0.4MPaのガスを繋いでも構いません.流速が上がるためランスパイプで詰まりにくくなるはずです.但し、実際の目盛よりも約1.1倍のガスが流れるということになりますので、実際の溶湯の動きを見て、怖くないように調整してください.
(English)
This photo shows the flux feeder used at our Kobe office for contract work, such as molten metal treatment and furnace wall cleaning. In this specific setup, the flow meter is installed before the needle valve (on the cylinder side), allowing the actual flow rate to be read directly from the scale. I assembled it this way during a recent repair to verify if the pressure and flow readings would align with my theoretical calculations.
When I used this feeder for an actual cleaning contract, the results were almost exactly as calculated. Despite the lance pipe being submerged about 1m deep, the pressure gauge indicated nearly 0 MPa (Gauge Pressure). I adjusted the flow rate while observing the surface of the melt to ensure there was no hazardous splashing, and it settled at a perfect 20–25 L/min. Even with a combined hose and lance pipe length of approximately 7 meters, the back pressure remained negligible (calculated at roughly 0.0235 MPa).
Back pressure is the resistance within the path that opposes the gas flow; the fact that it remains so low suggests the equipment's flow path design is highly efficient. In this configuration, if any narrowing or clogging occurs within the hose or lance pipe, you will see a corresponding rise in this secondary-side pressure.
As you can see from the display, the design specifications for this flow meter are for Nitrogen (N2) at an internal pressure of 0.3 MPa. While it is a 0.3 MPa model, it is perfectly fine to connect it to a 0.4 MPa gas supply. Doing so will increase the flow velocity, which should make the system even more resistant to clogging. However, keep in mind that at 0.4 MPa, the actual volume of gas flowing will be approximately 1.1 times higher than what the scale indicates. Always adjust the flow while monitoring the actual movement of the molten metal to ensure a safe and controlled operation.

アルゴンガスボンベ
では、最後にアルゴンガスについて
当社ではフラックス処理用に窒素ガスよりもアルゴンガスを推奨しています.その理由はまた次回以降にお伝えします.さて、アルゴンは窒素よりも1.4倍重いガス(密度が高い)です.少ない流量でも浮子を押し上げる力があります.
(English)
Finally, let’s talk about Argon gas. At KANAE, we recommend Argon gas over Nitrogen for flux treatment. I will share the specific reasons for this in a future post, but for now, let's look at its physical properties. Argon is approximately 1.4 times heavier (denser) than Nitrogen. Because of this higher density, it possesses a greater force to push the float upward, even at lower flow rates.

N2流量計にアルゴンを流す場合の補正計算
つまり、浮子は25L/minを指していても、実際には21L/minしか流れていないということです.
標準仕様のフラックスフィーダーをお使いの方で、窒素の場合では45L/minがちょうど良いと条件決めをされている方は、アルゴンを試してみられる場合には1.2を掛けてください.53〜54L/minに合わせると窒素の時と同じ体積流量になります
(結論だけ知りたい方はここから読んで)
整理すると、
標準仕様フィーダーに付いている流量計では、浮子の位置は2.2倍に増幅して見えています.実流量を概算したい場合は2.2で割ってください.
標準仕様フィーダーに付いている流量計(窒素用)にアルゴンガスボンベを繋いだ場合は、窒素と同じ設定(流量)では0.84倍の実流量しか流れません.アルゴンは窒素よりも重いガスなので、少ない流量で軽々と浮子を持ち上げます.つまり、浮子の位置ほどには実際は流れていないということです.いつもは窒素だけどアルゴンを試すという場合は、通常より流量を上げ目に調整すると良いかと思います(いつもの1.1〜1.2倍の流量設定にて湯面を見ながら調整してください)
今回の内容については諸説あり、神戸オフィスの見解ですのでご質問や技術アドバイスのご依頼(できましたら保持炉洗浄のご依頼も)神戸オフィス宛までお願いします
(English)
In simpler terms, if the float indicates 25 L/min with Argon, the actual flow is only about 21 L/min. For those using our standard specification flux feeders who have determined that 45 L/min of Nitrogen is the ideal setting, please multiply that value by 1.2 when switching to Argon. Adjusting the scale to 53–54 L/min will provide the same volumetric flow rate as your previous Nitrogen setting.
(Summary: Read from here if you just want the conclusion)
To summarize the key points:
Standard Specification Feeders: The float position on the included flow meter is "amplified" by 2.2x. To estimate the actual flow rate, divide the scale reading by 2.2.
Using Argon with a Nitrogen Flow Meter: If you connect an Argon cylinder to the standard flow meter (calibrated for N2), the actual flow will only be 0.84x of the Nitrogen equivalent at the same setting. Because Argon is heavier than Nitrogen, it lifts the float much more easily with less volume. This means the actual flow is lower than the float's position suggests.
Adjustment Advice: If you are switching from your usual Nitrogen to Argon, we recommend adjusting the flow setting slightly higher—typically 1.1 to 1.2 times your normal setting—while carefully monitoring the surface of the molten metal.
The insights shared in this post represent the technical perspective of our Kobe Office. If you have any questions, require technical advice, or would like to request our holding furnace cleaning services, please feel free to contact the Kobe Office directly.
フィーダーの湯ハネ対策 / Anti-Splash Tips for our Flux Feeders
フィーダーの湯はねは気になりますか?
当社のフィーダーは他社品と違って、①フラックスの切り出し流量と②ガスの流量をそれぞれ独立して設定できるので湯はねしにくく、詰まりにくく調整ができます
調整してしまえばあまり湯はねに遭いません.当社で受託している溶湯処理・炉壁炉底洗浄の現場ではもちろん保護具をしっかり身につけて作業しますが、かなり炉縁に近づいてのぞき込むぐらいの体勢で溶湯処理しています.むしろ腰が引けて離れて作業していると飛んでくることがあります.ランスパイプと溶湯面の角度も影響があるのかも知れません
気になる、少し怖い
そんな方に数百円でできるおすすめのカスタマイズ方法の紹介です
(English)
Are you concerned about splashing when using a flux feeder?
Unlike other products on the market, our feeder allows you to independently set (1) the flux discharge rate and (2) the gas flow rate. This unique feature makes it easy to adjust the settings to minimize both splashing and clogging.
Once properly tuned, splashing is rarely an issue. In fact, at the sites where we are contracted to perform molten metal treatment and furnace cleaning, our team works in a position where we lean in quite close to the furnace rim to monitor the process (while wearing full PPE, of course). Paradoxically, if you are hesitant and stand too far back, you might actually be more likely to get hit by a stray splash. The angle between the lance pipe and the melt surface may also play a role.
For those who still find the process a bit "concerning" or "intimidating," we would like to introduce a recommended customization method that can be done for just a few hundred yen.

ランスパイプの消耗品側にこのような円盤を取り付けます.その円盤とは…
Attach a disc like this to the upper end of the lance pipe. And as for what that disc actually is...

取り付けるのは切断砥石.比較的高温にも耐え、鉄板で製作するより軽く・安価
What we are attaching is a cutting disc. These discs can withstand relatively high temperatures and are lighter and more cost-effective than making one out of steel plate.
用意するもの
・ロックナット
・丸鋸用の切断砥石(15Aの場合はこのサイズの孔径がフィットします)
※もっと大きい範囲のハネをカバーしたい場合は探してみてください
(English)
Items Needed
Lock Nut
Circular Saw Cutting Disc (For 15A pipes, the arbor hole size of a standard disc fits perfectly.)
Note: If you need to cover a wider splash area, feel free to look for a larger diameter disc.
15A(B 1/2)のロックナット(ホームセンターの水道用品コーナーにあります)
15A (B 1/2) lock nut (available in the plumbing section of most hardware stores).
アイデアを昨年お伝えして、神戸のダイカスト工場でお試しいただきました.「安心して作業できるようになった」そうです.ありがとうございます!
(English)
We shared this idea last year, and a die-casting plant in Kobe gave it a try. They reported that they can now "work with much more peace of mind." Thank you for the feedback!

20A(B 3/4)用のロックナットもありました.写真のよりは大きい孔径の切断砥石を探していただくと合うと思います
A lock nut for 20A (B 3/4) is also available at hardware stores. You should be able to find a matching fit by looking for a cutting disc with a larger arbor hole.
但し、注意点があります.ロックナットが入る分ソケットへのかかりが少し浅くなりますが、多少です.必要十分にはPTネジが噛み込み、締め付けは効きます.とはいえ、締結が緩んでランスが溶湯に落ちたりしないようにご注意ください.気になる方はランス側でうまくロックナットを滑らせてできるだけ深く入れるか、溶湯から抜いて冷えた際には物理的に緩む可能性はありますので念のため増し締めをなさってください(ロックナットがなくても緩むときは緩みます)※当社免責(汗
いずれ公式に製品として当社製品に完全にフィットしたものを開発するかもしれませんが、それまでの神戸オフィス発の非公式情報&現場アイデアとしてご参考になさってください.目的には十分だと思います
※モーター&減速機のAssyパーツは分解厳禁です.復元できずに故障した場合は有償修理となります…
今回の内容ついては神戸オフィスの見解ですので、ご質問や技術アドバイスのご依頼(できましたら保持炉洗浄のご依頼も)神戸オフィス宛までお願いします
(次回は、フラックス処理の無人化アイデア編です)
お持ちのフィーダーのご活用と、2台目、3台目、それ以上のご注文も、お待ちしております.
(English)
However, please keep the following points in mind: Since the lock nut takes up some space, the lance pipe won't sit quite as deep into the socket. That said, it’s a minor difference; the PT threads will still engage sufficiently for a secure fit.
Even so, please ensure everything is tightened properly so the lance doesn't loosen and fall into the melt. If you are concerned, try sliding the lock nut further up the lance to maximize thread engagement. Also, since parts can physically loosen as they cool down after being removed from the melt, we recommend re-tightening them just to be safe (though, let’s be honest, things can loosen even without a lock nut!). *Standard disclaimer applies! (sweat)
We may eventually develop an official, perfectly fitted accessory, but for now, please use this "field-tested" tip as an unofficial reference. It should be more than adequate for the purpose.
※Important: Please do NOT disassemble the Motor & Gearbox assembly. If it is disassembled and cannot be restored, resulting in a malfunction, it will be subject to a paid repair.
(Next Week: Ideas for Hands-Free, Unattended Flux Treatment!)
We hope you continue to get the most out of your feeder—and of course, we’re always ready for your orders for a second, third, or even more units!
Thank you as always for your continued support!

クイック解析プログラム / 快速解析程序 / 빠른 해석 프로그램 / Quick Analysis Code for LEIBNIZ

ダウンロード / Download

散布図を作成するPython 3コードを無料で提供します。当社製熱分析装置「LEIBNIZ」をお使いのお客様はぜひお試しください。
実行すると数値の入力を待ち受ける状態になりますので、指示に沿って入力してください。SLS、SSPCの順で入力します。

我们免费提供用于创建散点图的Python 3代码。如果您是我们的LEIBNIZ热分析设备的用户,请尝试一下。
运行程序时,它会等待您输入数值,请按照说明输入。请按照SLS、SSPC的顺序输入数值。

산점도를 작성하는 Python 3 코드를 무료로 제공합니다. 당사 열분석기 'LEIBNIZ'를 사용하시는 고객님께서는 꼭 한번 사용해 보시기 바랍니다.
실행하면 수치 입력을 기다리는 상태가 되므로 지시에 따라 SLS, SSPC 순으로 입력합니다.

We provide free Python 3 code for creating scatter plots. If you are a user of our LEIBNIZ thermal analysis system, please try it out.
When you run it, it will wait for you to enter values, so please enter them according to the instructions. Enter the values in the order SLS, SSPC.

Il codice Python 3 per la creazione di grafici a dispersione è fornito gratuitamente. I clienti che utilizzano il nostro analizzatore termico LEIBNIZ sono invitati a provarlo.
Eseguire il codice e attendere l'inserimento dei valori, quindi seguire le istruzioni: inserire SLS, poi SSPC, poi SLS, poi SSPC.

Código Python 3 gratuito para crear gráficos de dispersión Invitamos a los clientes que utilizan nuestro analizador térmico LEIBNIZ a probarlo.
Ejecute el código y siga las instrucciones para introducir los valores SLS y SSPC, en ese orden
使い方 / How to use this code

一つの座標(x, y)の入力毎に⚫︎を追加して散布図を更新しますので、溶湯状態の遷移が可視化されます。SLSがx座標、SSPCがy座標です。10座標入力するか、okと入力すると終了します。
また青の破線で描かれた補助線を消す場合はoff、再表示する場合はonと入力します。青の破線は特にADC12材の場合の目安です。破線の上に出た座標が酸化物がより清浄な溶湯、下に出たものはより汚れた溶湯という判定をします。
但し、Python 3の実行環境が必要ですのでご用意ください。
以下は動作確認済みのものです。
Google Colaboratory(Chrome用)
※無料で利用できます。Googleアカウントは必要。Mac / PC上のChromeブラウザで動きます。ネットワーク接続が必要です。
Pythonista 3(iOS / iPadOS用)
※アプリケーションは有料です。スマホ、タブレットがネットワークに繋がっていなくても、実行できます。
Androidで動作するPython実行環境は調査中です。Pydroid 3はinput()関数に対応していないため動作しません。

散点图会随着每个坐标(x、y)的输入而更新,从而直观地显示熔融状态的转换。SLS是x坐标,SSPC是y坐标。输入10个坐标或输入“ok”即可完成。
要删除以蓝色虚线绘制的辅助线,请输入“off”,要重新显示它们,请输入“on”。蓝色虚线是辅助线,特别是对于ADC12材料。位于虚线之上的坐标被认为是具有更清洁氧化物的熔融金属,而位于虚线之下的坐标被认为是具有更脏氧化物的熔融金属。
但是,请注意,您需要准备一个Python 3执行环境。
以下已确认可用。
Google Colaboratory(适用于Chrome浏览器)
*免费使用。您需要一个Google账户。它适用于Mac/PC上的Chrome浏览器。需要网络连接。
Pythonista 3(适用于iOS/iPadOS)
*该应用程序需要付费。即使您的智能手机或平板电脑未连接到网络,您也可以运行它。
我们目前正在调查中适用于Android的Python执行环境。Pydroid 3无法使用,因为它不支持input()函数。

하나의 좌표(x, y)를 입력할 때마다 ⚫︎ 를 추가하여 산포도를 갱신하므로 용탕 상태의 전이가 시각화되며, SLS는 x 좌표, SSPC는 y 좌표입니다.
또한 파란색 점선으로 그려진 보조선을 지우려면 off, 다시 표시하려면 on을 입력합니다. 파란색 점선은 특히 ADC12 재질의 경우의 기준입니다. 파선 위에 나온 좌표가 산화물이 더 깨끗한 용탕, 아래에 나온 좌표가 더 더러운 용탕이라고 판단합니다.
단, Python 3 실행 환경이 필요하므로 준비해 주시기 바랍니다.
아래는 동작이 확인된 것입니다.
Google Colaboratory (Chrome용)
무료이며, Google 계정이 필요하며, Mac / PC의 Chrome 브라우저에서 실행됩니다. 네트워크 연결이 필요합니다.
Pythonista 3 (iOS / iPadOS용)
애플리케이션은 유료입니다. 스마트폰, 태블릿이 네트워크에 연결되어 있지 않아도 실행할 수 있습니다.
Android에서 동작하는 Python 실행 환경은 조사 중. Pydroid 3는 input() 함수를 지원하지 않기 때문에 동작하지 않습니다.

The scatter diagram is updated with each input of a coordinate (x, y), so the transition of the molten state is visualized. SLS is the x-coordinate and SSPC is the y-coordinate. Input 10 coordinates or input “ok” to finish.
To delete the auxiliary lines drawn in blue dotted lines, enter “off”, and to redisplay them, enter “on”. The blue dotted lines are a guide, especially for ADC12 material. The coordinates that fall above the dotted lines are judged to be molten metal with cleaner oxides, and those that fall below are judged to be molten metal with dirtier oxides.
However, please prepare a Python 3 environment for execution.
The following have been confirmed to work.
Google Colaboratory (for Chrome)
*This is free to use. You will need a Google account. It works with the Chrome browser on Mac / PC. A network connection is required.
Pythonista 3 (for iOS / iPadOS)
*The application is paid. You can run it even if your smartphone or tablet is not connected to the network.
We are currently investigating a Python execution environment that works on Android. Pydroid 3 does not work because it does not support the input() function.

Ogni volta che si inserisce una coordinata (x, y), viene aggiunto ⚫︎ e il diagramma di dispersione viene aggiornato, in modo da poter visualizzare la transizione dello stato del metallo fuso. 10 coordinate sono state inserite o inserire ok per uscire.
La linea ausiliaria tratteggiata in blu può essere disattivata o riattivata immettendo “off” o “on”. La linea blu tratteggiata è una guida specialmente per il materiale ADC12. Le coordinate che appaiono al di sopra della linea tratteggiata sono giudicate come metallo fuso con ossidi più puliti, mentre quelle al di sotto sono giudicate come metallo fuso con ossidi più sporchi.
Tuttavia, è necessario un ambiente di runtime Python 3, quindi preparatelo.
Sono stati testati i seguenti ambienti.
Google Colaboratory (per Chrome)
Viene eseguito nel browser Chrome su Mac/PC. È necessaria una connessione di rete.
Pythonista 3 (per iOS / iPadOS)
*L'applicazione è a pagamento. Può essere eseguita anche se il telefono o il tablet non è connesso a una rete.
L'ambiente di runtime Python che funziona su Android è in fase di studio; Pydroid 3 non funziona perché non supporta la funzione input().

Cada vez que se introduce una coordenada (x, y), se añade ⚫︎ y se actualiza el diagrama de dispersión, para poder visualizar la transición del estado del metal fundido. Se introducen 10 coordenadas o se introduce ok para salir.
La línea azul discontinua auxiliar puede apagarse o encenderse introduciendo «off» o «on». La línea azul discontinua es una guía especial para el material ADC12. Las coordenadas que aparecen por encima de la línea discontinua se juzgan como metal fundido con óxidos más limpios, mientras que las que aparecen por debajo se juzgan como metal fundido con óxidos más sucios.
Sin embargo, se requiere un entorno de ejecución Python 3, así que por favor prepárelo.
Se han probado los siguientes.
Google Colaboratory (para Chrome)
Se ejecuta en el navegador Chrome en Mac / PC. Requiere conexión a la red.
Pythonista 3 (para iOS / iPadOS)
*La aplicación es de pago. Puede ejecutarse incluso si el teléfono o la tableta no están conectados a una red.
El entorno de ejecución de Python que funciona en Android está bajo investigación; Pydroid 3 no funciona ya que no soporta la función input().

中国に来ています!
大手メーカーとの協業で中国に来ています。
熱分析装置「Leibniz」による溶湯分析、フラックスの効果検証と最適添加量の調査。溶湯管理方法の提案、溶湯の評価方法の指導。機械的特性評価試料の作成と加工方法の指導、その不良品の対策案を提案するなどしています。
「遅れている」や「ガラパゴス」等と言われることもある日本。一方で倫理観、おもてなし精神はすごいんだと誇張されている分野もあります。
例えば日本のタクシー。サービスは良いのかも知れませんが、おもてなしは求めていなかったり、ドライバーさんによって当たり外れはあります。欧米ではUber、東南アジアではGrab、中国ではDiDi。最近はUberよりLyftが良いという評判もあるようです。運転が安全だったかはドライバーの評価を見て選べますし、いろんな市販車に乗れる楽しみもあります。
さて今回の出張でさらに中国のスピードが増していることに気づきました。例えば名刺交換。まだ名刺のやり取りをする人はいますが、WeChatの連絡先交換でフォーマルな挨拶は完了します。他にも、注文書も領収書もチャットでやりとりするようになってます。PCの前に座っていたのでは遅いのでチャットで仕事が進んでいます。
「日本は日本のやり方があるから」「国の政策が違うから」ということも原因(言い訳)の一つですが、競争に負けてしまうならばそのやり方に意義を見つけるのは難しいようにも思います。
本題です。我々鋳造業界で他国からどう見られているか、感じたことをここで共有します。
残念ながら「日本の鋳造は遅い」と評価が定着しているようです。やるかやらないか回答が遅い、試作が遅い、納期も遅い、、、。日本に対応が速い会社はないのかと探している時期もありましたが、既に日本に鋳造依頼はしないと決めた会社も多数あります。
日本が中国や米国の速さについていけないその原因は、自分ごととして探究する能力や組織風土、スピードではないかと思います。つまり、中国の企業の人達は新しい知見に貪欲でお抱えの技術顧問の話だけが通るような事はなく、外部から来た技術者や営業マンからも話を聞き熱心に質問します。
そして行動が早い。すぐにテストをして、取り入れるかどうかをすぐに判断します。元来日本人技術者もこうだったはずなのですが、なかなかテストまで進まないことが多いですね。自分の考えること・決めることではないからや、部門間の責任の所在について望んだストーリーにならないからと変えない・変わらないことを選択している様子に見えます。
新しい知見や新しい装置をテストせず同じ不良に悩み続ける日本。自分達は後塵を拝していると認識しなければ
他国との距離は開くばかりです。今年のGDP予測では日本がドイツにも抜かれて4位に転落したそうです。数年でインドにも抜かれるでしょう。4年ぶりに中国に来て、距離を更に感じました。


令和6年(2024年)カレンダー完成
令和6年(2024年)幸運のカナエカレンダーのデザインが完成しました!
今回も春夏秋冬の四季だけではない二十四節気カレンダー。ふつーのカレンダーより6倍充実した一年を過ごせることが間違いない?幸運のカナエカレンダーです。
名入れしたロゴは黒と赤…といえばそれまでですが、特別色のPANTONE 426 C(別名Shark)を採用。赤は同じく特色のPANTONE 200 C(別名Shiraz)の贅沢仕様。シラーは赤ワインの葡萄の品種ですので、鮫と赤ワイン色。ロゴの位置もミリで調整しました。
プレゼント予定ですので、SNSでご希望の旨お知らせください。お楽しみに♪
