KANAE Hi-Tecって何がいいの?鋳造技術史における当社の先進性
鋳造不良の原因は何なのか?の探究史
ガスか、引け巣か、酸化物か.鋳造工場で品質改善の議論をすると、不思議なことがあります.同じ不良を見ているはずなのに、人によって原因の説明がまったく違うのです.
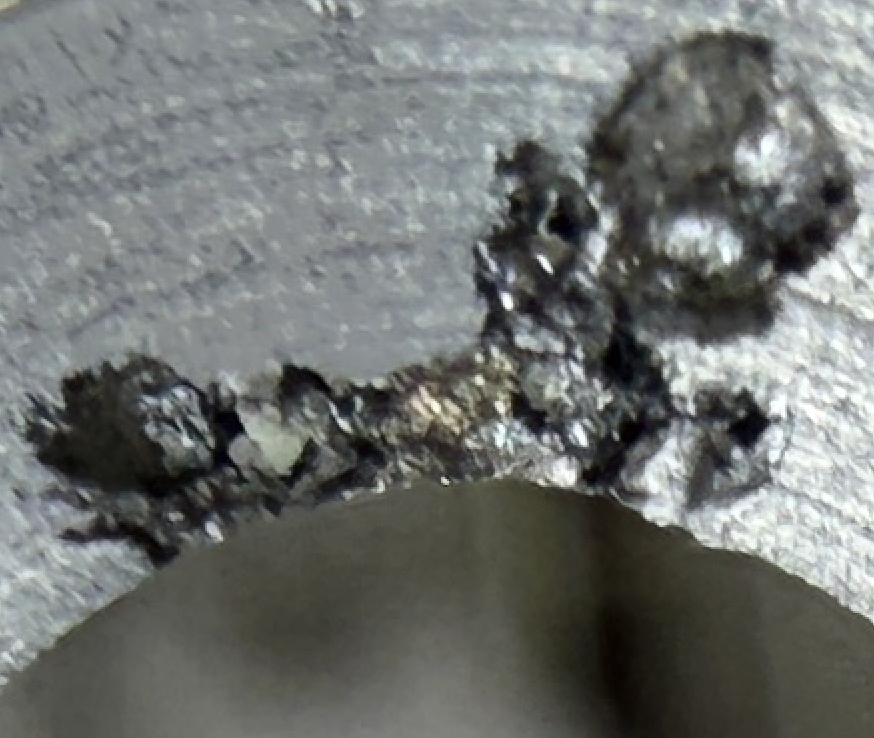
この欠陥を見て、
ある人は、「ガスだ」と言います.別の人は、「引け巣だ」と言います.
いったいどちらが正しいのでしょうか.
当社ならこう見ます「部分的にどちらも正しいが、それだけじゃない」です.
しかし安心してください、よく見かけるタイプの不良です.しかしこれを「ガス」や「引け」と思っていると対応を間違えます.
(答えは最後に)
実はアルミの鋳造技術の歴史とは、不良の原因に対する理解が少しずつ広がってきた歴史でもあります.
このブログでは、鋳造不良に対する代表的な考え方を歴史の流れに沿って整理し、当社がなぜ「溶湯品質全体を見る」「◯◯◯の状態が重要」という立場をとっているのかを説明します.
はじめに
最初にお断りしておきます.本記事では説明を分かりやすくするために、鋳造不良の考え方を便宜的にいくつかの流れに分類しています.実際の鋳造技術は、これらが独立して存在するわけではありません.それぞれが重なり合いながら発展してきました.また、「第1派」「第2派」といった呼び方は業界や学会の正式な分類ではなく、本記事の説明のための整理です.モレや誤りがありましたらぜひ教えてください.
第1世代:経験と職人の時代
鋳造技術がまだ十分に理論化されていなかった時代です.
この頃は、
・重い湯
・若い湯
・死んだ湯
といった表現が使われていたそうです.
現代の視点から見ると曖昧に見えますが、熟練工は経験的に溶湯品質の変化を感じ取っていました.当時は理由までは説明できなくても、「この湯は良くない」という判断は意外なほど当たっていたのです.現場の作業者は、科学的に説明できる前から何かがおかしいことは知っていたという訳です.
今とは違って毒劇法やPRTR法、安衛法などもなく省エネが必須でもなかった時代は、効果は高くて環境や職人の健康に有害な化学品が使えたため、対処できていたのだと思います.
今は不景気で「無害でかつ安いもの」を選ぶようになったため、効かないフラックスや添加材が市場に出回るようになっています.効かないフラックスはいくら入れても効きません.
当社では「無害で、効くフラックスや添加材」を販売しています.
第2世代:ガス・脱ガス理論
アルミ鋳造が工業化されると、
・ブローホール
・ピンホール
・ガス欠陥
が大きな問題となりました.そこで注目されたのが水素です.
空洞内のガスを採取して分析(1910年代頃)
塩素脱ガス・脱酸(1920〜1930年頃)
現在は複数の原因や脱ガス方法についても進化しています
研究が進み、
・窒素やアルゴンでの脱ガス
・減圧凝固試験
・密度指数(DI)
などが重要視されるようになりました.現在でも非常に重要な考え方です.
熱分析との相関も見えてきてはいますが、水素ガスは減圧凝固装置で試料を作成し、カットするか比重で見るか簡易的に膨らみで見るかです.実際、ガス欠陥は今でも多くの工場で品質管理の対象になっています.
第3世代:凝固・引け巣理論
コンピュータ解析が発展すると、凝固現象そのものをシミュレーションできるようになりました.
ここで主役になったのが、
・冷却〜凝固順序
・ホットスポット
・引け巣
です.
シミュレーションが得意なのは、
・流動
・凝固
・収縮
などのマクロ現象とされています.一方で実際の不良は、ミクロな欠陥起点によって支配されることが少なくありません.そのため、溶湯品質は現在でも解析外の重要因子として残っています.当社ではまだこの技術に頼ることには懐疑的です.
第4世代:Campbell理論(1991〜2026)
ここで大きな転換点が訪れます.
英国のJohn Campbell教授は「ガスだけでは説明できない欠陥がある」「同じ水素量でも強度が違う」ことを指摘しました.
著書で提唱されたのが「10 Rules of Casting」です.アルミ溶湯表面には様々な酸化膜が存在します.この酸化膜のドライ面を内側にして折りたたまれてしまったものにbifilm(バイフィルム)と名付けました.biは2、filmは皮膜です.このbifilmが湯流れによって製品に入ると欠陥の原因になると言っています.bifilmの内側は空隙です.空隙のOは酸化物となって消費、中にはH2と不活性なN2が残ります.これが気泡核になり、溶湯に溶存しているHがbifilm内に入ってきてH2で膨らむそうです.溶湯内にbifilmがたくさんあると、H2サイトがあちこちにある状態になります
繰り返しになりますが酸化膜と二層酸化膜(bifilm)は同じものではありません.酸化膜は溶湯表面に自然に存在する薄い膜ですが、その酸化膜がドライ面を内側にして折り畳まれて溶湯内部へ巻き込まれたものを二層酸化膜と呼びます.Campbell教授は、鋳造不良の多くがこの二層酸化膜で説明できると主張しました.
Rule 1「Start with good quality melt」
神戸オフィスではCampbell氏の10 Rulesのことは最近知り、早速入手しました.当社でも同じアドバイスをしていました(偶然?)驚くほど当社の考え方と一致します.当社の知見から考えても、正しいルールです
英語圏以外で広く知られているかというと疑問です.Campbell氏が一番否定している「高いところから溶湯を滝のように落下させる」シーンは日本や中国、韓国企業でもよくみかけます.「滝」はしょうがないんだ、ということでほぼスルーされます.当社のアドバイスに納得されない場合は、こういった本も読んでみられると良いかもしません.指摘しているのはうちだけじゃないみたいですから
ちなみにJohn Campbell氏の最新著書「Complete Casting Handbook」の最新第三版が2026年10月に出版されるようです
https://shop.elsevier.com/books/complete-casting-handbook/campbell/978-0-443-33506-8
日本語訳されておらず洋書(英語)のみですが、読めば活かせるアイデアもあると思います.ただHow(で、どう管理するの?どう現場作業に落とし込む?)が不完全です.
Castings Practice 初版本の表紙(最新は第二版)
第5世代:清浄度管理の時代(旧世代)
自動車部品やアルミホイールなど、高い信頼性が求められる製品が増えると、
・酸化物
・スラッジ
・介在物
の影響が強く意識されるようになりました.
ここで重視されるのは、「溶湯がどれだけクリーンか」です.考え方は「酸化物が原因だろう、だから酸化物を徹底的に除去しよう」というものです.
そのため、
・フィルター
・フラックス
・溶湯清浄度評価(Kモールド、PoDFA、旧世代型 熱分析/炉前溶湯管理装置)
などが重要とされました.
そして現在、
ここまで読むと、これまでのどの理論もそれぞれ正しいことが分かります.
・ガスも問題です.
・酸化膜も二層酸化膜も問題
そこで解決していない課題があると思いませんか?
・引け巣
・機械的特性
これらにも道筋をつけたのが当社です.
次へ↓
第6世代:カナエハイテック
当社は特定の理論だけに依存していません.これまで発展してきた全ての理論と、さらに新しいアプローチを追加して統合した鋳造技術です.
冒頭の写真のような欠陥を総合的に対処できる理論です.
(冒頭の「◯◯◯の状態が重要」についても、詳しくはここでは書きません.お知りになりたい方は当社の営業・技術担当に直接聞いてください)
当社が重視しているのは、「すべての段階(保持〜汲出し〜ラドル〜型内)での溶湯品質改善」「適切な設備の導入と運用」「今ある設備の適切な運用」「適切な方案」「適切な鋳造条件」などです.
不良削減で現場に訪問すると、設備は変えれないことの方が多いです.その限られた条件のなかで、インパクト(効果)の大きいものや順番を考えて「こうすれば良くなりますので、一緒にやってみましょう」と進みます
当社ではフラックス指導をしっかりとやります.言うだけでなく、まずは処理しているところを見て頂きます.「ここまでやらなあかんの!?」がよくある感想ですが、加工結果が出てきて「なるほど!」となります.とはいえ、お気持ちはわかります.手を抜く方法もありますが、費用はかかります.
次世代型熱分析装置
海外のお客様には、「いろいろ調査したが、現時点ではカナエさんのが世界一」の熱分析装置と評価頂いています.「現時点では」はそのとおりで、後発のすぐれた分析装置も出てくるでしょう.当社も立ち止まっている訳ではありません.まだ他社よりも先をいっています
カナエフラックス
当社のフラックスの役割は単なる単なる除滓剤、清浄剤ではありません.
KN-700によって、
・溶湯面(自由表面)が安定する
・酸化膜、二層酸化膜生成されにくくなる
つまり、保持炉や汲出口(湯汲口)だけでなく、ラドルや型内の溶湯品質の改善にも寄与します.ダイカストのスリーブ注湯や低速区間でも良くなります.
(答え合わせ)
さて冒頭写真の答え合わせです.
ガスと引け巣だけではありません.酸化膜もあります.3つともわかりましたか.ガスと引け巣は共犯者で、主犯は酸化膜です.ボス端部など局所厚肉部はホットスポットになることが多く、凝固末期まで固相に取り込まれなかった酸化膜や酸化物、ガスを内包した二層酸化膜そしてガスが液相残存部へ押し出されたところに引けも複合的に成長した欠陥です.二層酸化膜の隙間にはガスが含まれやすく引けた時に開いてドライ面が見えることもあります
このような欠陥は、ナトリウム系のフラックスを使っていることが多く、(またはフラックスを使っていなくても)インゴット由来でナトリウムの影響を受けている溶湯に多い不良です.何か一つ改善したら直る不良ではないです.当社までご相談ください