溶湯の表面張力・濡れ性が鋳造に影響するか
カナエフラックスで湯がどう変わるのか
カナエフラックス(KN-700)に切り替えると、現場では溶湯の挙動や製品品質に変化が現れます.特に湯が張って見えます.

他に、
・溶湯がさらさらに感じる
・炉壁やラドルに張り付きにくくなる
・湯流れや湯飲みが良くなったように見える
・二枚皮や複合欠陥が減る
・酸化膜と引けとガスの複合欠陥が解決する
・T6処理後の機械特性が向上、安定する
といった変化が起きます.すべて実際の現場で実績があります
これらは一見すると別々の現象に見えます.しかし実際には、溶湯表面や酸化物との関係が変化した結果として説明することができます(仮説です)
鋳造では、溶湯そのものだけでなく、
・溶湯と空気
・溶湯と酸化物
・溶湯と炉壁
・溶湯とフラックス
といった「境目」の状態が品質に大きく影響します.専門的にはこれを「界面状態」と呼びますが、本稿では難しい用語はあまり使わず、具体的な現象で説明します.
まず押さえるべきポイント
鋳造品質を考えるうえで重要なのは、「良い溶湯を作り、その状態を型内まで維持すること」です.どれだけ設備条件を最適化しても、溶湯の中に酸化物や酸化膜、二層酸化膜など欠陥の起点が多ければ、不良は発生しやすくなります.
逆に、炉内でクリーンな溶湯を作り、搬送や注湯で余計な酸化膜を巻き込まなければ、不良発生のリスクを下げることができます.
その際に関係するのが、先ほどの界面状態
・表面張力
・濡れ性
です.
あくまでも他社フラックスと比べるとですが、カナエフラックスで溶湯処理すると
表面張力が高い状態になります
溶湯が広がらずにまとまりやすくなっている状態です.やたら飛散せず、型内でも乱流を起こしにくくなります.溶湯表面(自由表面)が張っているので、酸化膜が折り畳まれにくくなるため二層酸化膜(bifilm)ができにくい溶湯です
濡れ性が低い状態になります
溶湯から酸化物や滓を押し出して排出しやすい状態です.炉内では除去しやすくなり、型内に入ってからフローフロントで溶湯に移った不純物も押し出して揚がりやオーバーフローに追いやる状態です
これらは溶湯の流れ方や酸化膜の巻き込みやすさに影響します.また鋳造では、工程によって影響の大きい要因が変わります.ただしどの鋳造法でも、炉内で作られた溶湯品質が出発点になることは共通しています.
重力鋳造(表面張力が直接効く鋳造法)
重力鋳造では流速が比較的低く、表面張力の影響がそのまま湯流れに現れます.流れの安定性はウェーバー数(慣性力/表面張力)で整理できますが、酸化物を新たに生成せずに、溶湯に巻き込まずに注湯する要素がこれでわかります.
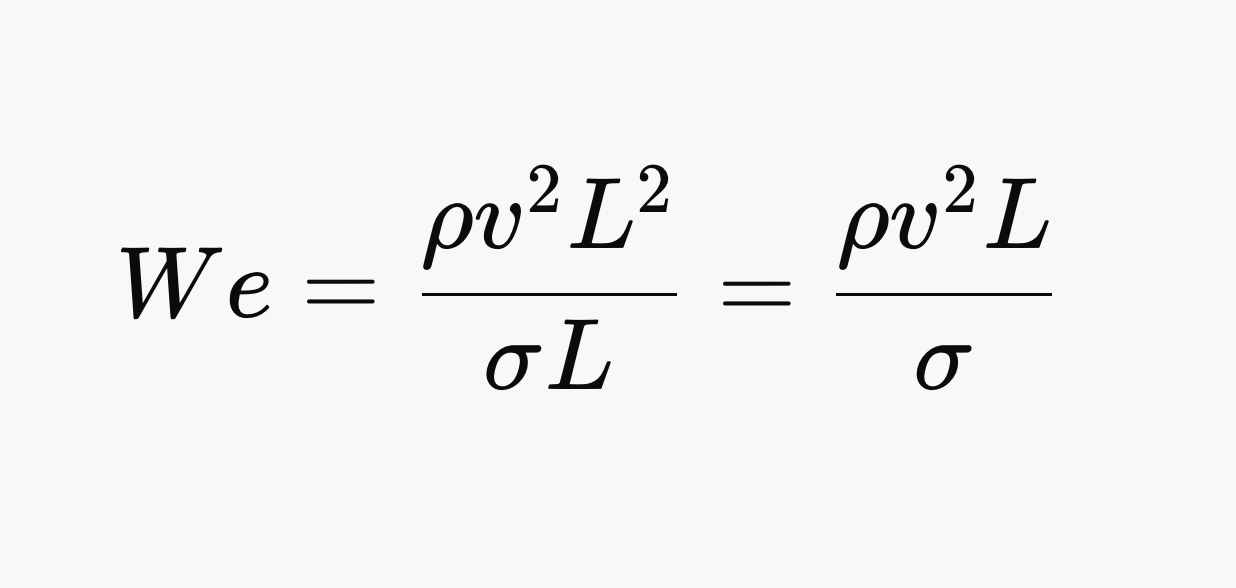

We ≪ 1 ( 表面張力が支配的)
流れは安定、酸化膜や酸化物を新生成しにくく溶湯内への巻き込みもしにくい.湯先の合流も安定する
We ≫ 1 (慣性力が支配的)
流れが不安定になり、表面が波立ち飛沫が発生.酸化膜が破れて新たな二層酸化膜や酸化物が新生成して、溶湯内への巻き込みも起こりやすい
分子が小さくなるような方案や注湯、また分母が大きくなるような溶湯処理・管理が不良を減らすための重要な考え方だとわかります.
John Campbellの著書や論文でも、自由表面を乱さないことが重要視されています.材料や形状によって変化するため、あくまで目安ですが臨界流速として約0.5m/sがよく引用されます
重力鋳造で減少が期待できる不良
・二枚皮
・コールドシャット
・酸化膜/二層酸化膜巻き込み欠陥
・二層酸化物起因の内部欠陥
・機械加工時に現れる介在物欠陥
・疲労破壊の起点となる二層酸化膜(bifilm)欠陥
重力鋳造では注湯時の自由表面が品質に大きく影響するため、酸化膜の巻き込みを抑えることが不良低減につながります.
低圧鋳造(二層酸化膜やガス量>表面張力の影響が強い鋳造法)
低圧鋳造はボトムフィルでゆっくり充填されるため、自由表面が安定しやすいプロセスです.理想的には、保持炉から上昇してきた溶湯が湯面を崩さず、静かにキャビティ内を満たしていきます.(適切に加圧制御していればよっぽどのことがなければWeは小さいはずです.もちろんσが大きいことは良品の幅を広げるため有利に働きます)
ですが、低圧鋳造でも不適合は出ますよね.重力鋳造のような落差注湯がなく、ダイカストのような激しい乱流も発生しません.それなのになぜ低圧鋳造で不適合が出るのか.
溶湯が汚いからです.低圧鋳造では、加圧炉の溶湯品質(酸化物や酸化膜、二層酸化膜、ガスなどの状態)がそのまま製品品質に反映されやすいという特徴があります.型の中よりも、型に入る前の溶湯状態に左右されやすいという特徴があります.加圧炉内に残留する酸化物や酸化膜、あるいは二層酸化膜(bifilm)がそのまま製品内部に持ち込まれます
低圧鋳造で減少が期待できる不良
・二枚皮
・酸化物起因のリーク不良
・ブローホールとの複合欠陥
・熱処理後の強度ばらつき
・疲労破壊の起点となる内部欠陥
・大気で加圧していたとしても、
・塗装後焼き付け工程での沸き/ブリスタリング(局所膨れ)
大気で押していたとしても加圧室で酸化膜や二層酸化膜(bifilm)が生成されにくくなることから、全体として水素ガスの吸収も減ります.型に入る前の段階で欠陥の種を減らすことができます.
今ナトリウム系フラックスを使っていたり、インゴットがナトリウムの影響を受けている溶湯の場合は、当社のUltimate Fluxingを実施した後に当社のフラックスに切り替えるのが効果的です
ダイカスト(高速区間以降は慣性力が支配だが、全体として無関係ではない)
ダイカストでは高速区間以降は流速が非常に高くなります.このため流れ全体は慣性力と乱流によって支配されます.表面張力が高いとしても関係ありません.しかし低速区間や注湯、汲出口(湯汲口)などの自由表面では、
・飛散
・液滴化
・二層酸化膜生成
などに表面張力が関与しています.
つまり、
型内での流れ方は重力鋳造や低圧鋳造と異なっても、炉内で作られた溶湯品質はそのまま持ち込まれるという点が重要です.
ダイカストで減少が期待できる不良
・酸化膜の巻き込み不良
・二層酸化膜起因の複合欠陥(引けやガスに見える欠陥)
・リーク不良
・含浸不良
・機械加工時に現れる介在物欠陥
・T6後の機械的特性の不足
・二枚皮や引け(凝固挙動が不安定)
炉内・汲み出し段階が重要
実際に品質を決めているのはこの段階です.ここでは流速が低いため、表面張力や酸化膜の状態の影響が強く現れます.
カナエフラックスの価値
カナエフラックスは、溶湯の出発点である炉内状態を改善することで、後工程すべてに影響を与えるフラックスです.
・炉内で溶湯品質を整える
・搬送・注湯でその品質を維持する
・清浄な溶湯が型内へ入る
・欠陥起点が減る
・結果として機械特性が安定する
「条件は同じなのに不良が出る」
そんなときは設備や鋳造条件だけでなく、溶湯そのものの状態を見直してみる価値があります.
