流量計と実流量 / Key Points for Interpreting Flow Meter Scales
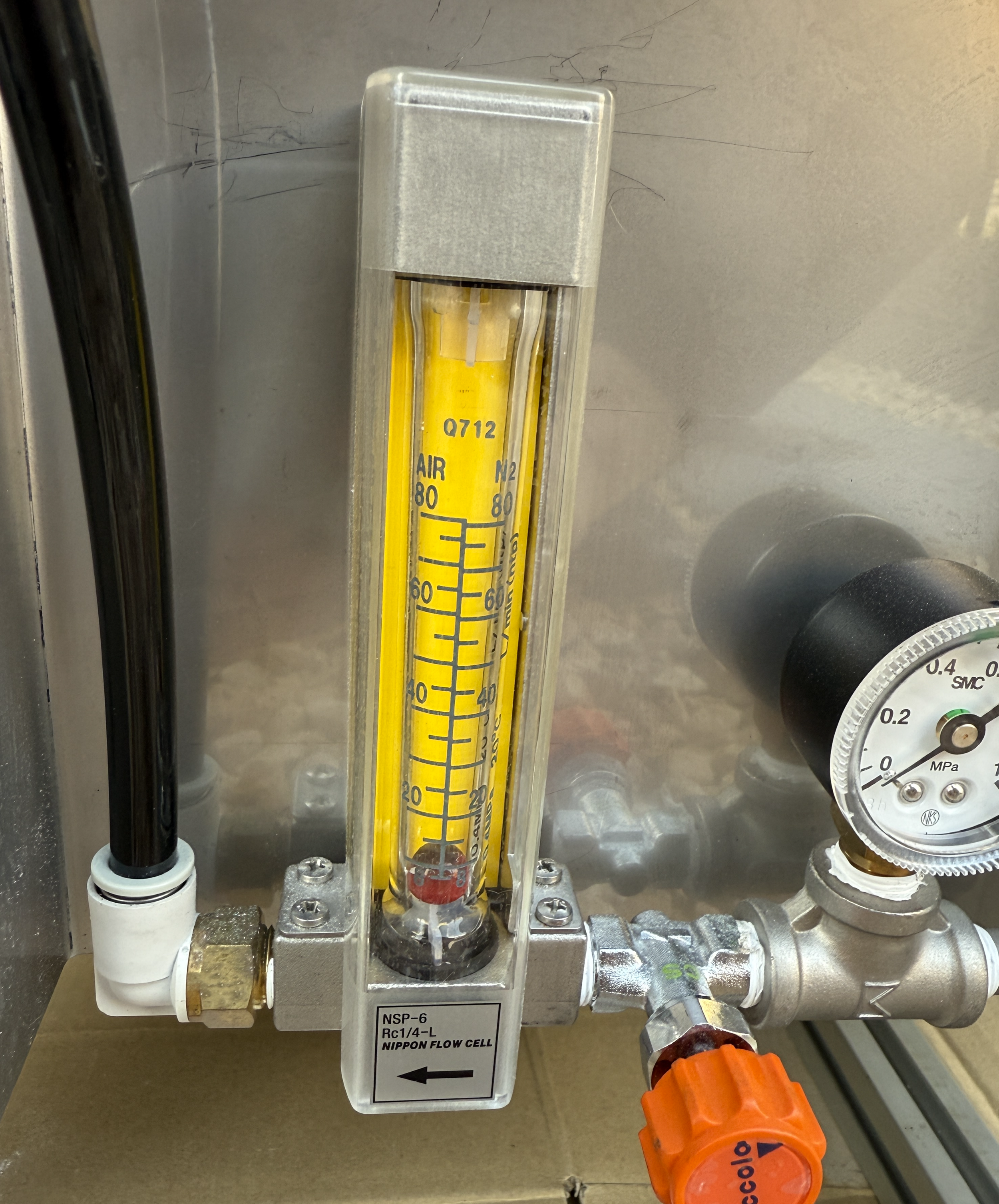
日本フローセル社製 NSP-6 Q712
(今回は計算系の情報ですので、結論だけ知りたい方はこのブログの最後に飛んでください)
カナエのフィーダーに採用している流量計はこちらです.出荷時期によって異なるものが付いているかも知れません.流量計に書いてあるように、内部圧力(入口/出口圧力)が0.4MPaの N2(窒素)用です.窒素ガスボンベが接続されて0.4MPaの圧力が流量計内にかかっているときの流量を目盛りから読み取れます
ところが、当社の出荷状態ではニードルバルブの後に流量計が来ていますので、流量計内部の圧力は0MPa(ゲージ圧)=大気圧(1atm)です.つまり、実際のガス流量よりも、目盛りでは約2倍(2.2倍)に増幅されて見えます
ガスボンベの内容量にしては思ったより長く使えるな?と計算した方がいらっしゃるかも知れませんが、これが原因です.この目盛上の流量の半分ほどの実流量しか流れていません.0.4MPa仕様の流量計なのに、その取り付け位置ではゲージ圧で0MPaだからです.
つまりこの流量計の目盛に実流量という意味はありません.炉の深さが1mのときは「レギュレータの二次側圧力を0.4MPaにして、本体の流量計の目盛りで40L/minがちょうどよかった」と感じたら次回もその条件に合わせられれば良い、つまり目盛は目印です.こうすることのメリットは3つあります.
①目盛の解像度が上がる
本来数ミリしか動かない浮子が、数センチ単位の動きに増幅されて動いてくれるため、わずかな流量の変化が肉眼ではっきり捉えられます
②微調整が圧倒的に楽に
ギリギリの流量を狙う際に、繊細なバルブ操作が可能になります
③詰まりの予兆がわかりやすく
フラックスがランスパイプ内で詰まる予兆として、浮子がスッと下がる瞬間があります.実の流量よりも高く浮子が浮いていますので、沈み込みがわかりやすいです
(English)
(This post covers the technical calculations behind our equipment. If you just want the conclusion, please skip to the end of this blog.)
The flow meter used in KANAE feeders is shown here (the specific model may vary depending on the shipment date). As indicated on the device, it is calibrated for Nitrogen (N2) at an internal pressure (inlet/outlet pressure) of 0.4 MPa. This means it accurately measures flow when the flow meter itself is pressurized to 0.4 MPa by a connected nitrogen cylinder.
However, in our system configuration, the flow meter is positioned after the needle valve. Consequently, the internal pressure of the flow meter is effectively 0 MPa (Gauge Pressure), which is equivalent to atmospheric pressure (1 atm). Because of this pressure difference, the float on the scale is "amplified," showing a reading approximately 2 times (2.2x) higher than the actual gas flow.
If you have ever calculated your gas cylinder consumption and thought, "This is lasting much longer than expected," this is the reason. At a setting of 0.4 MPa, the actual flow rate is only about half of what is shown on the scale.
Strictly speaking, the values on this scale do not represent the "actual flow rate." Instead, the scale serves as a reference marker. For example, if you find that "40 L/min at 0.4 MPa" works perfectly for a furnace depth of 1m, you simply need to match that same mark next time. Setting up the equipment this way provides three major benefits:
1. Higher Scale Resolution A float that would normally only move a few millimeters is amplified into a movement of several centimeters. This allows the naked eye to clearly detect even the slightest changes in flow.
2. Significantly Easier Fine-Tuning When aiming for a precise, minimal flow rate, this setup allows for much more delicate and intuitive needle valve operation.
3. Clearer Warning Signs of Clogging When flux begins to clog inside the lance pipe, the float will momentarily drop. Since the float is hovering higher than the actual flow would normally dictate, this "sinking" motion is much easier to notice, allowing for quicker troubleshooting.
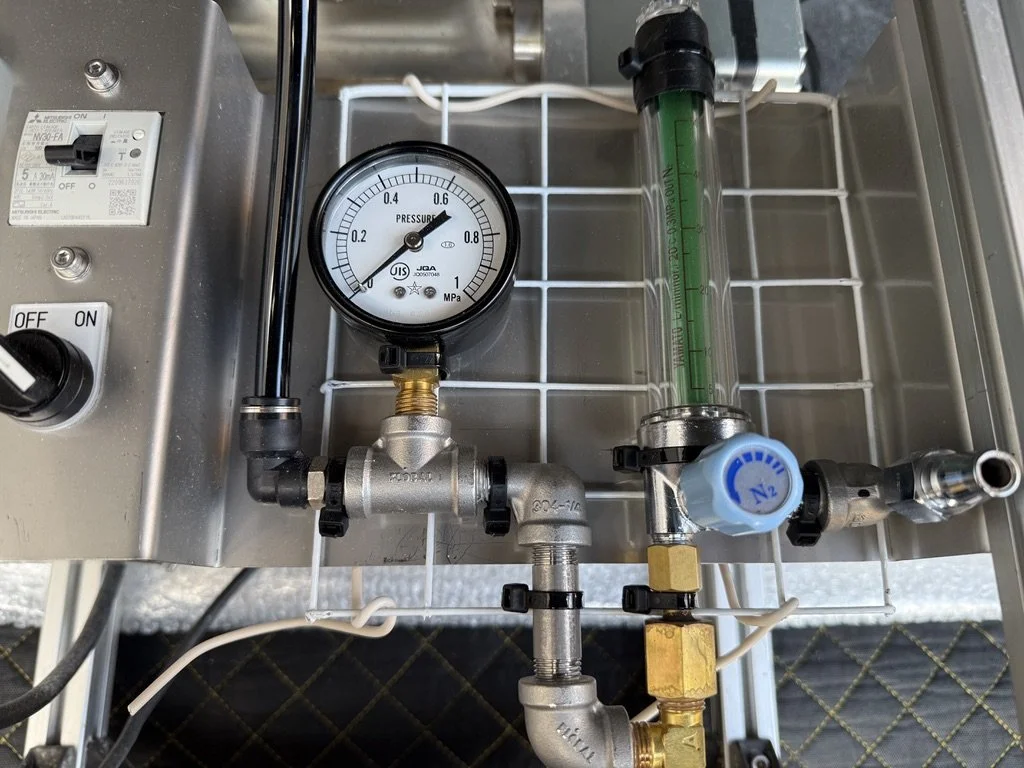
ヤマト産業社製 FR-50-N2
次にこの写真は神戸オフィスで使用している受託作業(溶湯処理、炉壁洗浄)用のフラックスフィーダーです.流量計と圧力計の位置を入れ替えました.このように、ニードルバルブの手前(ボンベ側)に流量計を設置すると、目盛から「実流量」を直接読み取れます.修理がてら、計算どおりの圧力や流量表示になるか確かめるために組んでみました
実際に受託した洗浄作業で使用してみたところ、圧力計は(深さ約1mの溶湯からの背圧を受けていても)ゲージ圧でほぼ0MPa(1atm)を指し、湯はねしにくいちょうど良い流量を湯面を見ながら調整したところ20〜25L/minでした.だいたい計算通りです.ホースとランスパイプで7mほどありますが、計算では背圧はほぼ0(0.0235MPa)です.背圧とはガスの流れとは逆方向の圧力=経路の流れにくさです.装置設計が優秀な故かもしれません.この構成の場合は、ランスパイプやホース内で狭窄や閉塞が起きるとこの2次側圧力が上がります.(圧力急上昇(=閉塞)をトリガーにして、フラックスの切り出しを自動的にオフにする回路もやろうと思えばできそうです)
さてこの流量計の設計条件は、表示からもわかるように内部圧力(入口/出口圧力)が0.3MPaの N2(窒素)用です.0.3MPa用の流量計ですが、0.4MPaのガスを繋いでも構いません.流速が上がるためランスパイプで詰まりにくくなるはずです.但し、実際の目盛よりも約1.1倍のガスが流れるということになりますので、実際の溶湯の動きを見て、怖くないように調整してください.
(English)
This photo shows the flux feeder used at our Kobe office for contract work, such as molten metal treatment and furnace wall cleaning. In this specific setup, the flow meter is installed before the needle valve (on the cylinder side), allowing the actual flow rate to be read directly from the scale. I assembled it this way during a recent repair to verify if the pressure and flow readings would align with my theoretical calculations.
When I used this feeder for an actual cleaning contract, the results were almost exactly as calculated. Despite the lance pipe being submerged about 1m deep, the pressure gauge indicated nearly 0 MPa (Gauge Pressure). I adjusted the flow rate while observing the surface of the melt to ensure there was no hazardous splashing, and it settled at a perfect 20–25 L/min. Even with a combined hose and lance pipe length of approximately 7 meters, the back pressure remained negligible (calculated at roughly 0.0235 MPa).
Back pressure is the resistance within the path that opposes the gas flow; the fact that it remains so low suggests the equipment's flow path design is highly efficient. In this configuration, if any narrowing or clogging occurs within the hose or lance pipe, you will see a corresponding rise in this secondary-side pressure.
As you can see from the display, the design specifications for this flow meter are for Nitrogen (N2) at an internal pressure of 0.3 MPa. While it is a 0.3 MPa model, it is perfectly fine to connect it to a 0.4 MPa gas supply. Doing so will increase the flow velocity, which should make the system even more resistant to clogging. However, keep in mind that at 0.4 MPa, the actual volume of gas flowing will be approximately 1.1 times higher than what the scale indicates. Always adjust the flow while monitoring the actual movement of the molten metal to ensure a safe and controlled operation.

アルゴンガスボンベ
では、最後にアルゴンガスについて
当社ではフラックス処理用に窒素ガスよりもアルゴンガスを推奨しています.その理由はまた次回以降にお伝えします.さて、アルゴンは窒素よりも1.4倍重いガス(密度が高い)です.少ない流量でも浮子を押し上げる力があります.
(English)
Finally, let’s talk about Argon gas. At KANAE, we recommend Argon gas over Nitrogen for flux treatment. I will share the specific reasons for this in a future post, but for now, let's look at its physical properties. Argon is approximately 1.4 times heavier (denser) than Nitrogen. Because of this higher density, it possesses a greater force to push the float upward, even at lower flow rates.

N2流量計にアルゴンを流す場合の補正計算
つまり、浮子は25L/minを指していても、実際には21L/minしか流れていないということです.
標準仕様のフラックスフィーダーをお使いの方で、窒素の場合では45L/minがちょうど良いと条件決めをされている方は、アルゴンを試してみられる場合には1.2を掛けてください.53〜54L/minに合わせると窒素の時と同じ体積流量になります
(結論だけ知りたい方はここから読んで)
整理すると、
標準仕様フィーダーに付いている流量計では、浮子の位置は2.2倍に増幅して見えています.実流量を概算したい場合は2.2で割ってください.
標準仕様フィーダーに付いている流量計(窒素用)にアルゴンガスボンベを繋いだ場合は、窒素と同じ設定(流量)では0.84倍の実流量しか流れません.アルゴンは窒素よりも重いガスなので、少ない流量で軽々と浮子を持ち上げます.つまり、浮子の位置ほどには実際は流れていないということです.いつもは窒素だけどアルゴンを試すという場合は、通常より流量を上げ目に調整すると良いかと思います(いつもの1.1〜1.2倍の流量設定にて湯面を見ながら調整してください)
今回の内容については諸説あり、神戸オフィスの見解ですのでご質問や技術アドバイスのご依頼(できましたら保持炉洗浄のご依頼も)神戸オフィス宛までお願いします
(English)
In simpler terms, if the float indicates 25 L/min with Argon, the actual flow is only about 21 L/min. For those using our standard specification flux feeders who have determined that 45 L/min of Nitrogen is the ideal setting, please multiply that value by 1.2 when switching to Argon. Adjusting the scale to 53–54 L/min will provide the same volumetric flow rate as your previous Nitrogen setting.
(Summary: Read from here if you just want the conclusion)
To summarize the key points:
Standard Specification Feeders: The float position on the included flow meter is "amplified" by 2.2x. To estimate the actual flow rate, divide the scale reading by 2.2.
Using Argon with a Nitrogen Flow Meter: If you connect an Argon cylinder to the standard flow meter (calibrated for N2), the actual flow will only be 0.84x of the Nitrogen equivalent at the same setting. Because Argon is heavier than Nitrogen, it lifts the float much more easily with less volume. This means the actual flow is lower than the float's position suggests.
Adjustment Advice: If you are switching from your usual Nitrogen to Argon, we recommend adjusting the flow setting slightly higher—typically 1.1 to 1.2 times your normal setting—while carefully monitoring the surface of the molten metal.
The insights shared in this post represent the technical perspective of our Kobe Office. If you have any questions, require technical advice, or would like to request our holding furnace cleaning services, please feel free to contact the Kobe Office directly.